1. Unkonventionelles Design: Die Herausforderung komplexer Kosmetikampullen
In meinen 20 Jahren als Ingenieur in der Polymerverarbeitungsindustrie habe ich einen deutlichen Wandel im Markt für Luxusverpackungen miterlebt. Marken geben sich nicht mehr mit Standard-Zylinderflaschen zufrieden. Um sich in den überfüllten Regalen von Sephora oder Duty-Free-Shops abzuheben, setzen Designer auf … Quadrate, Dreiecke, Polygone und exzentrische (nicht mittig angeordnete) HälseDiese Designs sind zwar optisch ansprechend, stellen aber eine erhebliche Herausforderung für die Fertigung dar, insbesondere bei PET- und PCTG-Materialien.
Das grundlegende Problem beim Formen nicht-runder Flaschen – beispielsweise quadratischer Parfümflaschen – liegt in der Materialverteilung. Bei herkömmlichen Verfahren dehnt sich der Kunststoff zuerst zu den flachen Seiten und zuletzt zu den Ecken. Ohne präzise Eingriffe führt dies zu einer ungleichmäßigen Verformung (dicke Seiten, hauchdünne Ecken) oder zu Spannungsrissen (Trübung) an den Kanten. Standardmäßige Zweistufen-Wiedererhitzungsmaschinen stoßen hier an ihre Grenzen, da sie ein gleichmäßiges Wärmeprofil auf einen runden Rohling anwenden und darauf hoffen, dass die Physik das Problem ausgleicht. Das gelingt jedoch selten.
Hier befindet sich die Ein-Schritt-Blasformmaschine Die ISBM-Technologie wird dadurch nicht nur zur Option, sondern zur Notwendigkeit. Durch die Nutzung eines 4-Stationen-Verfahrens, das eine dedizierte KonditionierungsstationWir können die thermische Vorgeschichte des Vorformlings beeinflussen. Wir können die Ecken warm halten und die flachen Seiten vor dem Aufblasen abkühlen lassen, wodurch eine gleichmäßige Wandstärke auch bei komplexesten Geometrien gewährleistet wird.
2. Warum komplexe Formen die einstufige ISBM-Technologie erfordern
Für hochwertige Parfums und ätherische Öle, 4-Stationen-ISBM-Maschine bietet drei entscheidende Vorteile, die das Wiedererhitzungsblasformen (RBM) nicht bieten kann:
- 1. Differenzielle Heizung und Klimatisierung: Um aus einem runden Vorformling eine quadratische Flasche herzustellen, ist „gezieltes Erhitzen“ erforderlich. Unsere Konditionierungsstation verwendet Kernstäbe und Konditionierungstöpfe, um bestimmten Zonen des Vorformlings gezielt Wärme zuzuführen oder zu entziehen. vor Es gelangt in die Blasform. Dadurch kann der Kunststoff ohne Ausdünnung in die Ecken fließen.
- 2. Konzentrizität und Halspräzision: Parfümflakons verfügen oft über schwere Metallkragen oder aufsteckbare Pumpen, die eine Toleranz von ±0,05 mm erfordern. Beim ISBM-Verfahren wird der Flaschenhals spritzgegossen und während des gesamten Prozesses durch die Lippenform gehalten. Er verlässt den Formdorn nicht, wodurch absolute Konzentrizität auch bei exzentrischen (nicht zentrierten) Designs gewährleistet wird.
- 3. Oberflächenintegrität (Der „Kristall“-Look): Luxuskonsumenten erwarten, dass Kunststoff wie Glas aussieht. In einem zweistufigen Verfahren trudeln die Vorformlinge in einem Trichter und sammeln dabei Mikrokratzer an. In unserem einstufigen Verfahren wird der Vorformling geformt und geblasen, ohne jemals eine andere Oberfläche zu berühren. Das Ergebnis ist eine makellose, fehlerfreie Oberfläche.
3. Branchenspezifische Kernanforderungen vs. Ever-Power-Technologielösungen
| Schwachstellen bei komplexen Formen | Ever-Power ISBM Tech Solution | Ergebnis der Ingenieursleistung |
|---|---|---|
| Eckenausdünnung Quadratische Flaschen brechen leicht an den Ecken. |
Konditionierungsstation (Station 2) Selektive Kühlung der flachen Seiten. |
Gleichmäßige Wandstärkenverteilung (>1 mm) in den Ecken. |
| Exzentrische Hälse Die Vorformlinge verbiegen sich beim Dehnen (Bananeneffekt). |
Drehtisch Präzisions-Servosteuerung. |
Die Ausrichtung der Vorformlinge ist mechanisch fixiert; keine Abweichung. |
| Dunst-/Stressaufhellung Dicke Wände werden milchig. |
Einspritztemperaturregelung Integrierte Heißkanal- und Ventilschieber. |
Kristallklare PETG/PCTG-Flaschen mit dicken Wänden. |
| Formwechselzeit Hoher Artikelmix in der Parfümerie. |
Schnellwechsel-Spannvorrichtung Vertikale Klemmkonstruktion. |
Vollständiger Produktwechsel in weniger als 3 Stunden für flexible Produktion. |

Beispiele für polygonale und schwerbodenförmige Flaschen, die auf Ever-Power-Maschinen hergestellt wurden.
4. Typische Anwendungsbereiche im Teilsegment der Körperpflege
Unser Ein-Schritt-PET-Flaschenmaschine Die Leistungsfähigkeit erstreckt sich auch auf anspruchsvollste geometrische Anforderungen:
Polygonale und geometrische Vials
Sechseckige, achteckige oder rautenförmige Flakons (15 ml – 100 ml) werden häufig für Nischenparfums verwendet. Die scharfen Kanten erfordern eine präzise Materialflusskontrolle, um Spannungsrisse zu vermeiden.
Exzentrische (nicht zentrierte) Flaschen
Flaschen, bei denen der Flaschenhals nicht mit der Mittelachse des Flaschenkörpers fluchtet. Unverzichtbar für ergonomische Sprühköpfe oder avantgardistische Designs. Nur One-Step ISBM kann in diesen Fällen die vertikale Ausrichtung der Streckstange garantieren.
„Glasaustausch“ bei dickwandigen Konstruktionen
Fläschchen für ätherische Öle (5 ml – 30 ml) aus PCTG oder PETG mit Wandstärken bis zu 4 mm. Sie fühlen sich an wie Glas, sind aber bruchfest und eignen sich daher ideal für den Versand im E-Commerce.
5. Highlights der Ever-Power-Lösung: Der HGY-V4-Vorteil
Für komplexe Formen empfehle ich dringend die HGY-V4-Serie (4 Stationen)Während unsere 3-Stationen-Maschinen hervorragend für Standardrunden geeignet sind, ist die 4-Stationen-Architektur der Industriestandard für schwierige Geometrien.
Warum die V4? Der entscheidende Schritt erfolgt in Station 2 (Konditionierung). Hier werden die Temperaturunterschiede im Vorformling beseitigt. Mithilfe eines temperierbaren Topfes oder Kerns lässt sich ein Temperaturprofil erzeugen, bei dem die Ecken einer quadratischen Flasche formbar (warm) bleiben, während die flachen Flächen gekühlt werden. Dadurch wird sichergestellt, dass sich der Kunststoff beim Schließen der Blasform in die Ecken dehnt, ohne die flachen Flächen zu stark auszudünnen.
Technische Daten:
- Servosteuerung: Für präzise Bewegungen werden 10 Inovance/Weichi-Servosysteme eingesetzt.
- Klemmkraft: Bis zu 400 kN Spritzgießklemmung zur Bewältigung des Hochdruckformens dicker Vorformlinge.
- Energiesparen: Nano-Infrarot-Heizbänder reduzieren den Energieverbrauch im Vergleich zu Keramikbändern um etwa 301 T³/T.
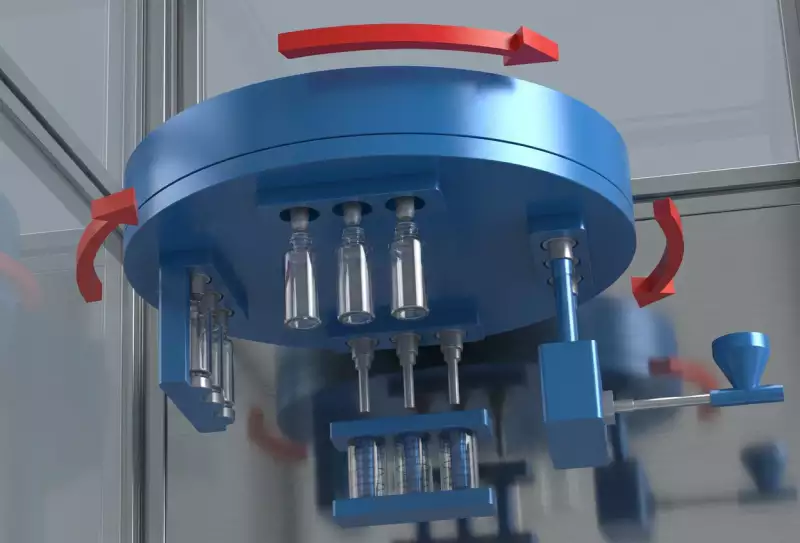
Der 4-Stationen-Zyklus: Einspritzen -> Konditionieren -> Dehnen, Blasen -> Auswerfen.
6. Technischer Schnellkurs: Der 4-Stationen-Prozess
Station 1: Injektion
Geschmolzenes PET/PCTG wird in einen Formhohlraum eingespritzt, um die Vorform zu erzeugen. Die Halsform wird hier bis zur endgültigen Toleranz vollständig ausgebildet.
Station 2: Konditionierung (Schwanzabtrennung/Temperaturprofilierung)
Der entscheidende Schritt bei komplexen Formen. Die Vorform wird temperiert. Unterschiedliche Heizprofile werden angewendet, um sie für das nicht-runde Strecken vorzubereiten.
Station 3: Streckblasformen
Ein servogesteuerter Stab dehnt die Vorform axial, während Druckluft sie radial gegen die kalten Formwände ausdehnt, um die Form zu fixieren.
Station 4: Ausstoß
Die fertige Flasche wird mittels eines Roboters oder einer Abstreifplatte vom Kernstab abgetrennt und für die nachfolgende Verpackung aufrecht ausgerichtet.
7. Feldnotizen eines Ingenieurs: Erfolgsgeschichten aus aller Welt
[Frankreich] Luxusparfümerie – Das „verdrehte“ Polygon
Herausforderung: Eine Parfümerie aus Grasse benötigte einen 100-ml-Flakon mit einer 30-Grad-Helix. Das zweistufige Formverfahren führte zu einer unakzeptablen Materialverdünnung am Außenradius.
Lösung: HGY150-V4 mit programmierten Konditionierungsprofilen.
Ergebnis: Eine gleichmäßige Wandstärke wurde erreicht (überall >1,2 mm). „Die Konditionierungssteuerung von Ever-Power hat dieses Projekt gerettet.“ – Pierre D., Produktionsleiter.
[Dubai, VAE] Ampulle mit dicken Wänden für Oud-Öl
Herausforderung: Der Kunde wünschte sich ein 12-ml-Fläschchen, das wie massives Kristallglas aussah (schwerer Boden), aber für den Versand unzerbrechlich sein sollte.
Lösung: 3-Stationen-ISBM-Maschine Optimiert für dickwandige PCTG-Rohre.
Ergebnis: Es wurde ein Fläschchen mit einem 5 mm dicken Boden und ohne Kristallisationstrübung hergestellt.
[USA] Flaches Taschensprühgerät
Herausforderung: Herstellung einer flachen Desinfektionsmittelflasche im Kreditkartenformat. Das Standard-Blasformverfahren führte zu einer sogenannten „Dog-Bone“-Form (dicke Ränder, dünne Mitte).
Lösung: Speziell angefertigte ovale Kernstäbe und Konditionierungstöpfe für die HGY200-V4.
Ergebnis: Millionen von Einheiten für eine große Einzelhandelskette erfolgreich geformt, mit einer Ausschussquote von <0,5%.
[Südkorea] Exzentrische Serumflasche
Herausforderung: Bei einer Konkurrenzmaschine führte eine nicht zentrierte Halskonstruktion dazu, dass der Streckstab gegen die Vorformwand stieß.
Lösung: Der starre, servogetriebene Drehtisch von Ever-Power gewährleistet eine perfekte Ausrichtung.
Ergebnis: Die Konzentrizität von 100% wurde erreicht, was eine automatisierte Hochgeschwindigkeitsabfüllung ermöglicht.
[Brasilien] Tropfer für ätherische Öle
Herausforderung: Hohe Bruchraten von Glasflaschen beim Transport in die Amazonasregion.
Lösung: Umstellung auf Amber PET mit Ever-Power ISBM.
Ergebnis: Transportschäden auf null reduziert; Frachtkosten aufgrund des geringeren Gewichts um 60% gesenkt.

Unsere hochmoderne Anlage erstreckt sich über 20.000 Quadratmeter in der Stadt Qingyuan.
8. Kundennutzen- und ROI-Analyse
Investieren in einen spezialisierten ISBM Blasformmaschine Bei komplexen Formen ergeben sich erhebliche finanzielle Erträge:
- Energieeffizienz: Durch den Wegfall des Aufwärmofens (im 2-Stufen-Verfahren) wird der Energieverbrauch um ca. 401 TP3T reduziert. Bei einer Maschine, die rund um die Uhr läuft, spart dies jährlich ca. 1 TP4T15.000 – 1 TP4T20.000 USD.
- Materialeinsparungen: Das einstufige Verfahren erzeugt minimalen Abfall (Angüsse werden oft direkt im Produktionsprozess nachgeschliffen). Die Umstellung von Glas auf Kunststoff reduziert das Versandgewicht um ca. 851 t/3 Tonnen.
- Premiumpreise: Die Möglichkeit, einzigartige, nicht-runde Formen herzustellen, erlaubt es Marken, einen höheren Preis zu erzielen. Eine individuell gestaltete Polygonflasche kann das Dreifache des Preises einer herkömmlichen runden Flasche einbringen.
10. Ein-Schritt- vs. Zwei-Schritt-Verpackung: Das Urteil zur Kosmetikverpackung
| Besonderheit | Ever-Power One-Step (ISBM) | Traditionelles Zweistufenverfahren (Aufwärmen) |
|---|---|---|
| Komplexe Formen | Exzellent (Konditionierungsstation) | Ungünstig (gleichmäßiges Wiedererhitzen schränkt die Formgebung ein) |
| Oberflächenqualität | Makellos (Kein Kontakt) | Kratzer (Vorform-Trommeln) |
| Energieeffizienz | Hoch (Erhält die Einspritzwärme) | Niedrig (Erfordert massives Wiedererhitzen) |
| Platzbedarf | Kompakt (Eine Maschine) | Groß (Einspritzung + Wiedererhitzungsgebläse) |
| Hygiene | Steril (Geschlossener Regelkreis) | Kontaminationsrisiko bei der Lagerung |
11. [Global] Einhaltung gesetzlicher Vorschriften und Sicherheit
Die Einfuhr von Maschinen für die Herstellung hochwertiger Kosmetikprodukte erfordert die strikte Einhaltung internationaler Standards. Ever-Power-Maschinen sind so konstruiert, dass sie eine reibungslose Zollabfertigung und einen sicheren Betrieb gewährleisten.
- ✅ CE-Kennzeichnung (Europa): Entspricht der Maschinenrichtlinie 2006/42/EG und der Niederspannungsrichtlinie. Unverzichtbar für unsere Kunden in Frankreich und Italien.
- ✅ UL-Standards (USA/Kanada): Wir verwenden UL-gelistete elektrische Komponenten (Schneider, Rockwell), um die Einhaltung der nordamerikanischen Sicherheitsvorschriften zu gewährleisten.
- ✅ Lebensmittelsicherheit: Alle Schnecken, Zylinder und Formen werden aus hochwertigem Edelstahl hergestellt und entsprechen den Anforderungen der FDA 21 CFR 177.1630 für den Kontakt mit PET.
12. Markenvergleich: Ever-Power vs. The Giants
Wir respektieren Pioniere wie ASB und Aoki. Ever-Power bietet jedoch einen strategischen Vorteil für agile Hersteller:
| Technologieniveau | Vergleichbare 4-Stationen-Dreharchitektur. Kompatibel mit vielen Formen des Typs ASB-12M. |
| Investitionskosten | 40-50% Niedrigere Investitionskosten als japanische Konkurrenten. Schnellerer ROI. |
| Lieferzeit | Durchschnittlich 60–90 Tage im Vergleich zu 6–12 Monaten bei Mitbewerbern. |
*Haftungsausschluss: ASB und Aoki sind Marken ihrer jeweiligen Inhaber. Die Angaben dienen ausschließlich dem technischen Vergleich.
13. FAQ: Expertenantworten für B2B-Käufer
Kann ich recyceltes PET (rPET) für Kosmetikflaschen verwenden?
Ja, unsere Maschinen sind für rPET optimiert. Für hochtransparente Parfümflaschen empfehlen wir jedoch die Beimischung oder die Verwendung von hochwertigem rPET, um eine Vergilbung zu vermeiden. Unsere Schnecken sind auf die Schmelzeigenschaften von rPET ausgelegt.
Wie lange dauert der Formenwechsel?
Bei der HGY-V4-Serie dauert ein kompletter Werkzeugwechsel (Spritzgießen, Konditionieren, Blasformen, Lippenformen) mit einem geschulten Team etwa 3–4 Stunden. Wir stellen einen Werkzeugkran und Schnellwechselwerkzeuge zur Verfügung.
Benötige ich einen Kühler?
Ja. Um Kristallisation (Trübung) in dickwandigen Parfümflaschen zu verhindern und die Zykluszeit zu verkürzen, ist eine leistungsstarke Kühlung für die Spritzgießmaschine und die Konditionierungsstation erforderlich. Wir unterstützen Sie gerne bei der Dimensionierung.
Kann ich ovale und quadratische Flaschen mit derselben Maschine herstellen?
Absolut. Die Maschine bleibt dieselbe; Sie müssen lediglich die Formen und die Konditionierungstöpfe an die neue Form anpassen.
Wie lange ist die Lebensdauer des Schimmels?
Unsere Formen werden aus hochwertigem Edelstahl S136 hergestellt. Bei sachgemäßer Wartung sind sie für über 3 Millionen Schüsse ausgelegt.
Bieten Sie auch die Installation an?
Ja, wir entsenden erfahrene Ingenieure zu Ihnen, um Installation, Inbetriebnahme und Schulung durchzuführen. Wir bleiben vor Ort, bis die Produktion innerhalb der garantierten Zykluszeit läuft.
Welche Materialien kann ich verarbeiten?
Die HGY-Serie verarbeitet PET, PETG, PCTG, PC, PP und Tritan. Wir bieten spezielle Schraubenkonstruktionen für die verschiedenen Materialien an.
Wie handhaben Sie Ersatzteile?
Wir verwenden weltweit genormte Komponenten (Yaskawa, Parker, Yuken), die in den meisten Ländern lokal erhältlich sind. Speziell angefertigte Teile versenden wir innerhalb von 24 Stunden per DHL/FedEx.
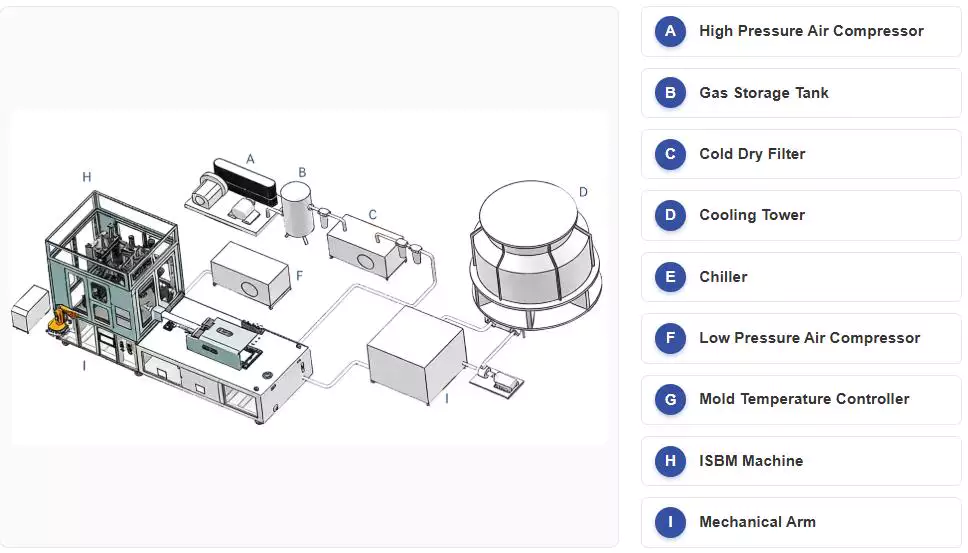
14. Unverzichtbarer Begleiter: Ölfreie Luftkompressoren
Für hohe Qualität Spritzstreckblasformmaschine Bei allen Betriebsabläufen ist die Qualität der Druckluft von größter Bedeutung. Selbst geringste Ölspuren in der Druckluft können die Klarheit einer Parfümflasche beeinträchtigen oder bei Anwendungen im Lebensmittelbereich zur Ablehnung führen.
Wir fertigen und liefern integrierte Lösungen Ölfreie Hochdruck-Luftkompressoren (3,0-4,0 MPa) speziell für unsere ISBM-Maschinen kalibriert, um sicherzustellen, dass Ihre Verpackung frei von Verunreinigungen bleibt.

Sind Sie bereit, Ihre Kosmetiklinie neu zu gestalten?
Lassen Sie sich durch komplexe Designs nicht in Ihrem Potenzial einschränken. Arbeiten Sie mit Experten zusammen, die die Physik der Formgebung komplexer Formen verstehen.

























