
Die HGY-Serie: Ingenieurtechnische Exzellenz für Kosmetikverpackungen
Die Gestaltung einer „glasähnlichen“ Ästhetik: Herausforderungen und Chancen
In meinen 20 Jahren Berufserfahrung in der Planung von Produktionslinien für die Kosmetikbranche habe ich einen deutlichen Wandel miterlebt. Marken wollen nicht mehr nur Plastik; sie wollen … visuelles Gewicht und Klarheit von Glas kombiniert mit der Sicherheit und Kosteneffizienz von PET oder PETG. Dies gilt insbesondere für Dickwandige Gläser und Flaschen Wird in hochwertigen Cremes, Seren und Lotionen verwendet.
Die Herausforderung bei der traditionellen Fertigung? Das Wärmemanagement. Eine Wandstärke von 3 bis 5 mm ohne Trübung, Kristallisation oder Fließmarken zu erreichen, ist für herkömmliche Zweistufenverfahren ein Albtraum. Die Vorformlinge kühlen ungleichmäßig ab, und sie bis zum Kern wieder zu erwärmen, ohne die Oberfläche zu schmelzen, ist nahezu unmöglich.
Hier befindet sich die Ein-Schritt-Blasformmaschine Die ISBM-Technologie wird dadurch nicht nur zur Option, sondern zur Notwendigkeit. Durch die Integration von Einspritzen, Konditionieren und Einblasen in einen einzigen thermischen Zyklus bleibt die „Wärmevorgeschichte“ des Materials erhalten, wodurch absolute Transparenz und strukturelle Integrität gewährleistet werden.
Technischer Schnelllesen
- Kerntechnologie: 4-Stationen-Einstufen-Spritzstreckblasformen (ISBM).
- Kritische Fähigkeit: Aktive Konditionierungsstation (Temperaturprofilierung) unerlässlich für große Wandstärken (3 mm-5 mm).
- Materialfokus: Optimiert für PET, PETG, PCTG und Tritan ohne Kristallisation.
- Zykluseffizienz: Null Energieverluste beim Wiedererhitzen; 40% Energieeinsparung im Vergleich zu Zweistufensystemen.
- Präzision: Servogesteuerte Drehtische (Yaskawa/Inovance) gewährleisten eine Konzentrizitätsabweichung von < 0,05 mm.

Warum die Kosmetikindustrie mit dickwandigen Produkten einstufiges ISBM fordert
Beim Formen einer Standard-Wasserflasche sind die Wände dünn und die Abkühlung erfolgt schnell. Luxus-Kosmetikverpackungen – insbesondere dickwandige Tiegel (30 ml–200 ml) – unterliegen jedoch anderen physikalischen Gesetzen. Die latente Wärme im Inneren eines 5 mm dicken Rohlings ist enorm.
Bei Verwendung einer 3-Stationen-Maschine oder eines 2-stufigen Verfahrens führt die interne Wärme dazu, dass das PETG kristallisiert (weiß wird) oder das Material absackt, was zu Exzentrizität führt. Unsere Ein-Schritt-PET-Flaschenmaschine nutzt einen dedizierten KonditionierungsstationHier warten wir nicht einfach ab, sondern regulieren aktiv die Kerntemperatur mithilfe von Konditionierungsstäben oder -töpfen. So können wir der Oberfläche Wärme entziehen und gleichzeitig den Kern für das Dehnen geschmeidig halten. Nur mit dieser präzisen Kontrolle lässt sich der von Marken wie Estée Lauder oder L'Oréal geforderte „kristallklare“ Look erzielen.
Kernbedürfnisse der Branche vs. Ever-Power-Technologie-Matching
| Schwachpunkt der Branche | Ever-Power ISBM-Lösung | Technische Umsetzung |
|---|---|---|
| Trübung & Aufhellung Dicke Wände schließen Wärme ein, was zur Kristallisation in PET/PETG führt. |
Aktive thermische Konditionierung | 4-Stationen-Design (HGY-V4) mit Kernkühlstäben zum Ausgleich des ΔT zwischen Innen- und Außenwänden. |
| Trennlinien & Tore Sichtbare Nähte zerstören die hochwertige „Glas“-Illusion. |
Nahtlose Ästhetik | Heißkanal-Direkteinspritzung mit Ventileinspritzung; geteilte Formgenauigkeit <0,02 mm Spalt. |
| Exzentrizität Ungleichmäßige Wandstärke lässt Gläser „billig“ wirken. |
Ein-Schritt-Konzentrizität | Die Vorform wird vom Einspritzen bis zum Blasvorgang auf demselben Dorn fixiert; sie wird weder gelöst noch neu gefasst. |
| Kratzen Oberflächenschäden beim Transport. |
Berührungsloser Auswurf | Automatisierte Ausgaberoboter legen Flaschen direkt auf weiche Förderbänder oder Verpackungstabletts. |

Typische Anwendungen in der Körperpflege
Unser ISBM-Maschine Die Serie ist nicht auf eine einzige Form beschränkt. Die Vielseitigkeit der HGY-V4-Serie ermöglicht schnelle Werkzeugwechsel, um Folgendes zu realisieren:
- Dickwandige Sahnetöpfe: 30-ml- bis 100-ml-Gläser mit doppelwandiger Konstruktion, die oft Glas ersetzen, um ein geringeres Versandgewicht zu erzielen.
- Luxuriöse Lotionflaschen: Hochtransparente PCTG-Flaschen mit schwerem Boden (falscher Bodeneffekt), die Luxus ausstrahlen.
- Serumtropfer: Kleine, hochpräzise Halsbearbeitungen, die mit komplexen Dropper-Systemen kompatibel sind.
- Airless-Pumpflaschen: Präzise Innendurchmesser sind für die Kolbenbewegung in luftlosen Systemen erforderlich.
- Mascara- und Lipgloss-Tuben: Lange L/D-Verhältnisse erfordern perfekte Geradheit und Halskalibrierung.
Ever-Power-Lösung – Highlights: Die Vorteile des HGY-V4
Für die Anwendung mit dickwandigen Kosmetikprodukten empfehle ich dringend die HGY150-V4 oder HGY200-V4Wir bieten zwar 3-Stationen-Maschinen für Standardflaschen an, aber Bei Premium-Containern mit dicken Wänden ist eine 4-Stationen-Konfiguration nicht verhandelbar..
Warum die V4? Es fügt die „Konditionierungsstation“ zwischen Injektion und Streckblasverfahren ein. Diese Station ermöglicht uns Folgendes:
- Temperatur einstellen: Gezieltes Erhitzen oder Kühlen bestimmter Zonen des Vorformlings (z. B. Kühlen des dicken Körpers bei gleichzeitiger Steifheit des Halses).
- Stress abbauen: Um optische Verzerrungen zu vermeiden, sollten die Polymerketten vor dem Dehnen entspannt werden.
- Zyklusoptimierung: Die Kühlung erfolgt außerhalb der Spritzgießform, wodurch sich die Gesamtzykluszeit im Vergleich zu Maschinen, die vollständig in der Spritzgießphase kühlen müssen, deutlich verkürzt.
Angetrieben von Inovance/Weichi Servomotoren Und Parker HochdruckventileDie HGY-Serie bietet eine Wiederholgenauigkeit von unter 0,1 g pro Schuss und gewährleistet so, dass jedes Glas identisch ist.
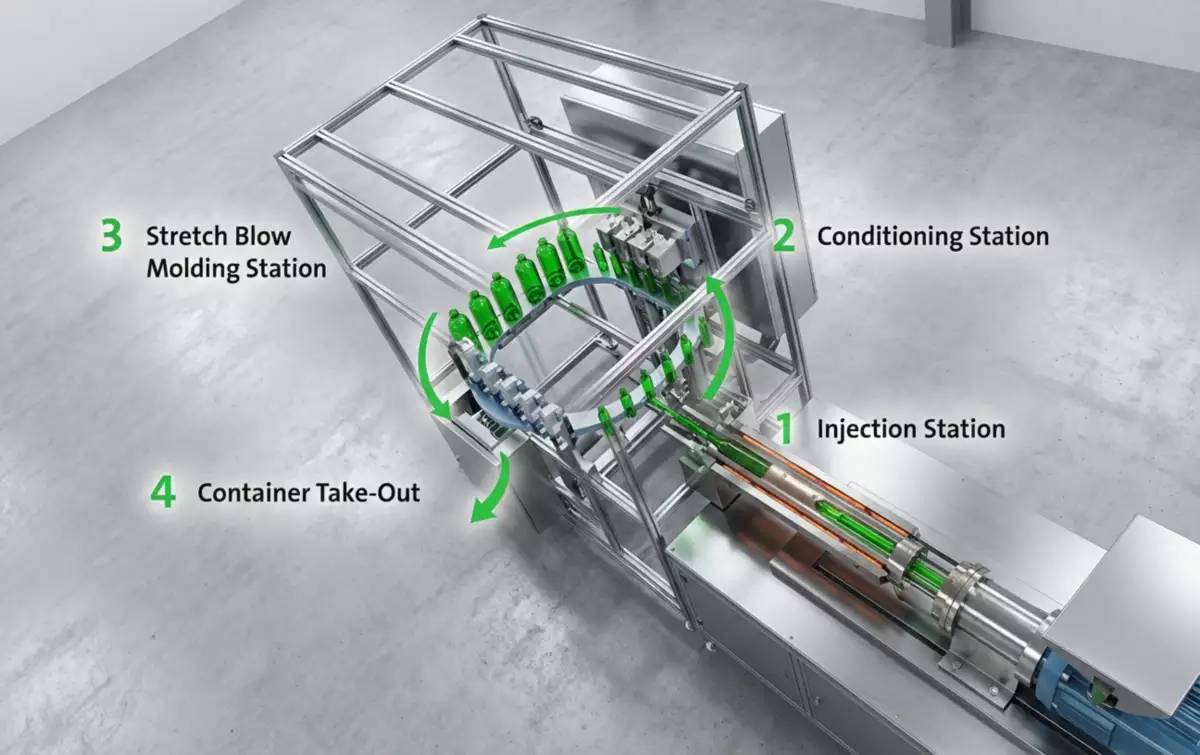
Prozessablauf: Die 4-Stationen-Technik des ISBM
1. Injektion
Geschmolzenes PET/PETG wird in einen Formhohlraum eingespritzt, um die Vorform zu erzeugen. Der Halsabschluss wird mit hoher Präzision auf die endgültigen Abmessungen geformt.
2. Konditionierung
Der entscheidende Schritt. Die Vorform wird in einen Konditionierungstopf überführt. Die Innen- und Außentemperatur werden angeglichen, um eine Trübung in dicken Wänden zu verhindern.
3. Dehnungsschlag
Die Vorform wird axial durch einen Stab gestreckt und radial gegen die Formwände geblasen, um die endgültige Form zu definieren und biaxiale Festigkeit zu verleihen.
4. Auswurf
Die leere Flasche wird automatisch entnommen. Unser System sorgt dabei für eine schonende und präzise Entnahme, um Kratzer auf der Oberfläche zu vermeiden.
Feldnotizen eines Ingenieurs: Weltweite Erfolgsgeschichten
[Frankreich] Luxus-Hautpflegemarke – Cremetiegel mit dicker Wandung
Herausforderung: Der Kunde benötigte ein 50-ml-Gefäß mit 4 mm Wandstärke aus PETG. Sein bisheriges zweistufiges Verfahren führte aufgrund von milchiger Trübung im Bereich des Angusses zu Ausschuss vom Typ 15%.
Lösung: Einsatz von HGY150-V4 mit speziellen „Kühlstiften“ in der Konditionierungsstation.
Ergebnis: Die Transparenz entsprach dem Glas. Die Ausschussquote sank auf unter 11 TP3T.
„Die Konditionierungstechnologie von Ever-Power hat das Kristallisationsproblem gelöst, mit dem wir zwei Jahre lang zu kämpfen hatten.“ – Pierre D., Produktionsleiter.
[Japan] Hersteller von Bio-Serum – Pipette mit hoher Konzentrizität
Herausforderung: Für die Fertigung eines 18-mm-Halses in einer automatischen Montagelinie für Dropper-Tonabnehmer war absolute Rundlaufgenauigkeit erforderlich. Standardmäßiges Blasformen wies eine zu hohe Ovalität auf.
Lösung: Wir haben unsere ISBM Flaschenmaschine mit einem soliden Dorntransportsystem.
Ergebnis: Ovalität innerhalb von ±0,1 mm kontrolliert. Linienstillstände durch 90% reduziert.
[USA] Lohnverpacker – Flexibilität bei mehreren Artikelnummern
Herausforderung: Der Kunde benötigte eine Maschine, die 5 verschiedene Flaschenformen (100 ml bis 300 ml) mit schnellen Umrüstzeiten herstellen kann.
Lösung: HGY200-V4 mit Schnellwechsel-Formbasen.
Ergebnis: Die Werkzeugwechselzeit wurde von 8 Stunden auf 3 Stunden reduziert. Der ROI wurde in 14 Monaten erreicht.
[Brasilien] Haarpflegegigant – Großserienproduktion
Herausforderung: Die hohen Energiekosten schmälerten die Gewinnmargen bei einer 250-ml-Shampooflasche.
Lösung: Umstellung von der zweistufigen auf die einstufige HGY-Serie. Der Aufwärmofen wurde komplett entfernt.
Ergebnis: 40% Reduzierung der Stromkosten pro produzierter Einheit.
[Thailand] Pharmazeutische Ampullen
Herausforderung: Erforderliche Reinraumkompatibilität nach ISO-Klasse 7 für sterile Augentropfenflaschen.
Lösung: Vollelektrische Servoversion unserer ISBM-Maschine mit ölfreier pneumatischer Absaugung.
Ergebnis: Alle Reinraumzertifizierungen wurden aufgrund des Fehlens von Hydrauliköllecks problemlos bestanden.

Ein-Schritt-Verfahren vs. Zwei-Schritt-Verfahren: Ein Vergleich aus der Sicht eines Ingenieurs
| Besonderheit | One-Step ISBM (Ever-Power) | Zweistufig (Aufwärmen) |
|---|---|---|
| Prozessablauf | Kontinuierlich (Heißvorformling) | Unterbrochen (Wiedererwärmung kalter Vorformlinge) |
| Oberflächenqualität | Makellos (keine Kratzer) | Risiko von Vorformling-Trommelspuren |
| Wandstärkenkapazität | Ausgezeichnet (auch für schwere Wände geeignet) | Eingeschränkt (schwer wieder zu erhitzen, dicke Wände) |
| Energieeffizienz | Hoch (Hält die Einspritzwärme) | Niedrig (Erfordert große Aufwärmöfen) |
| Maschinen-Fußabdruck | Kompakt (Ein Gerät) | Groß (Einspritzung + Wiedererhitzung + Gebläse) |
[Global] Einhaltung gesetzlicher Bestimmungen und Sicherheit
Der Import von Industriemaschinen erfordert die strikte Einhaltung lokaler Vorschriften. Ever-Power-Maschinen sind so konstruiert, dass sie globalen Standards entsprechen:
- CE-Kennzeichnung (Europa): Vollständig konform mit der Maschinenrichtlinie 2006/42/EG, der Niederspannungsrichtlinie und der EMV-Richtlinie. Unverzichtbar für unsere Kunden in Frankreich und Deutschland.
- UL-Normen (USA/Kanada): Elektrische Komponenten werden von UL-gelisteten Lieferanten (wie z. B. Rockwell/Allen-Bradley) bezogen, um eine reibungslose Inspektion in nordamerikanischen Einrichtungen zu gewährleisten.
- Materialien für den Lebensmittelkontakt: Alle Teile, die mit dem Polymer in Berührung kommen (Schnecken, Zylinder, Formen), bestehen aus lebensmittelechtem Edelstahl, der den Anforderungen der FDA 21 CFR 177.1630 entspricht.
- Energieeffizienz: Unsere servohydraulischen Systeme erfüllen die Energieeffizienzstandards der Stufe 1 in China und qualifizieren sich daher häufig für Fördergelder für grüne Energie in den Regionen unserer Kunden.

Markenvergleich & Haftungsausschluss
Wir werden oft gefragt, wie wir uns im Vergleich zu japanischen Branchenriesen wie ASB oder Aoki schlagen. Wir respektieren ihre Technologie, da sie Pioniere auf diesem Gebiet waren. Ever-Power bietet jedoch eine strategische Alternative:
| Technologieniveau | Vergleichbare 4-Stationen-ISBM-Architektur; kompatibel mit Formen im ASB-Stil. |
| Investitionskosten | Etwa 40-50% niedrigere Investitionsausgaben (CAPEX) als bei vergleichbaren japanischen Unternehmen, was eine schnellere Kapitalrendite ermöglicht. |
| Lieferzeit | Typischerweise 60 bis 90 Tage, im Vergleich zu 6 bis 9 Monaten bei einigen Mitbewerbern. |
Hinweis: Die Nennung von Marken Dritter (ASB, Aoki) dient ausschließlich technischen Vergleichszwecken. Ever-Power ist ein unabhängiger Hersteller.
Häufig gestellte Fragen: Expertenantworten auf Ihre ISBM-Fragen
Kann ich recyceltes PET (rPET) auf dieser Maschine verarbeiten?
Ja. Unsere Schneckengeometrien sind für die Verarbeitung von rPET mit unterschiedlicher intrinsischer Viskosität (IV) ohne Degradation optimiert. Wir empfehlen einen Entfeuchtertrockner, um einen Feuchtigkeitsgehalt unter 50 ppm sicherzustellen.
Wie lange ist die Lebenserwartung von Schimmelpilzen?
Unsere Formen bestehen aus hochwertigem, wärmebehandeltem Edelstahl S136. Bei sachgemäßer Wartung erreichen sie problemlos über 3 Millionen Schüsse. Wir bieten auch die Überholung von Formen an.
Benötige ich für diese Maschine einen Kühler?
Ja. Um hohe Zyklusgeschwindigkeiten und Klarheit in dickwandigen Gläsern zu erreichen, ist ein separater Kühler für den Einspritzraum und die Konditionierungsstation erforderlich. Wir unterstützen Sie gerne bei der Dimensionierung.
Ist es schwierig, die Gussformen zu wechseln?
Nicht bei der V4-Serie. Wir verwenden ein Schnellwechselsystem und stellen einen Werkzeugkran zur Verfügung. Ein geschultes Team kann einen kompletten Umbau in 2–3 Stunden durchführen.
Kann ich ovale Flaschen herstellen?
Absolut. Unsere Klimatisierungsstation ermöglicht eine gezielte Erwärmung und ist daher ideal für ovale oder nicht runde Formen mit einem Seitenverhältnis von bis zu 2:1.
Welche Unterstützung bieten Sie bei der Installation an?
Wir entsenden erfahrene Ingenieure zu Ihnen, um Installation, Inbetriebnahme und Schulung durchzuführen. Wir bleiben so lange vor Ort, bis Ihr Team die Produktion innerhalb der garantierten Zykluszeit sicherstellt.
Wie sieht es mit der Verfügbarkeit von Ersatzteilen aus?
Wir verwenden gängige globale Komponenten (Yuken, Parker, Schneider usw.), die in den meisten Ländern lokal erhältlich sind. Spezielle Teile versenden wir innerhalb von 24 Stunden per DHL/FedEx.
Warum ist One-Step besser für die Hygiene?
Da die Vorform nie mit der Außenumgebung in Berührung kommt, erfolgt der gesamte Prozess vom geschmolzenen Kunststoff bis zur fertigen, versiegelten Flasche in einer einzigen sterilen Kammer. Dies ist für die Pharmaindustrie und die Herstellung hochwertiger Kosmetikprodukte von entscheidender Bedeutung.
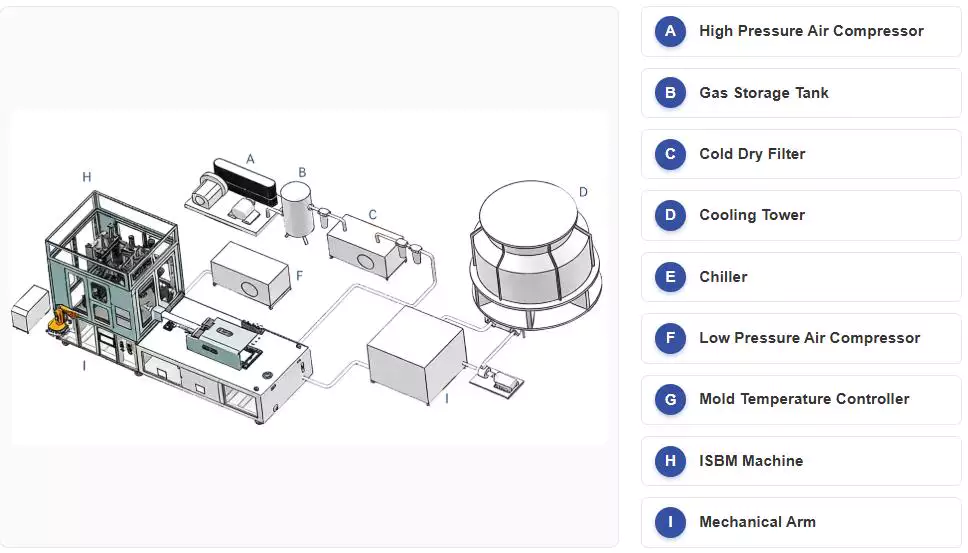
Zugehörige Zusatzausrüstung
Um einen wirklich effizienten Betrieb zu gewährleisten Einstufiges Spritzblasformen Bei diesem Produkt ist die Qualität Ihrer Druckluft von größter Bedeutung. Ölverunreinigungen in der Druckluft können eine ganze Charge durchsichtiger Kosmetikflaschen unbrauchbar machen.
Wir liefern und integrieren Hochleistungs- Ölfreie Luftkompressoren Speziell entwickelt für die Blasdruckanforderungen (3,0 – 3,5 MPa) unserer Maschinen. Dies gewährleistet die chemische Reinheit und optische Perfektion Ihrer dickwandigen Gläser.
Sind Sie bereit, Ihre Kosmetikverpackungen aufzuwerten?
Lassen Sie nicht zu, dass Kristallisation und Exzentrizität das Image Ihrer Marke beeinträchtigen. Arbeiten Sie mit Experten zusammen, die die Physik von dickwandigen Formteilen verstehen.
Fordern Sie Ihr individuelles Angebot für eine ISBM-Lösung an.
Kontaktieren Sie Ever-Power noch heute für eine technische Beratung und eine ROI-Analyse.
























