توضیحات
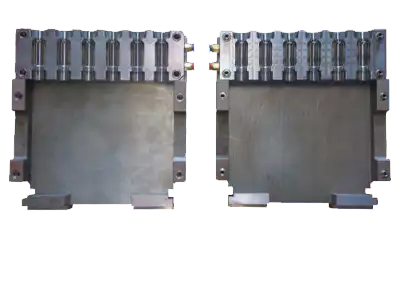
صفحه ثابت کننده هسته قالب مخصوص قطعه هسته بیرون انداز برای حفره ASB-12M 15ml 1×6
حذف اتصال سینماتیکی هنگام خروج و تضمین پایداری مطلق هسته. مهندسی شده برای جایگزینی OEM 100% Drop-In، کاهش قابل توجه زمان تعمیر و نگهداری و افزایش طول عمر قالب.
ادغام یکپارچه با برترینها ابزار ISBM سیستمها در سطح جهانی.
مشخصات اصلی محصول مرجع سریع
برای مدیران تولید و مهندسان تعمیر و نگهداری که نیاز به تأیید فوری دارند، پارامترهای مهندسی حیاتی برای صفحه تثبیت هسته پرتاب ASB-12M (قطعه شماره ۸۳) در زیر آمده است. این قطعه به طور خاص برای الزامات دقیق فرآیند قالبگیری دمشی کششی تزریقی تک مرحلهای طراحی شده است.
برای مشاهده نقشه های قالب کلیک کنید.
توصیف عمیق محصول و تحلیل مهندسی
۳.۱ عملکرد اجزا و اهمیت سینماتیکی در ASB-12M
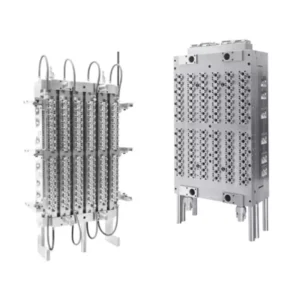
در اکوسیستم قالبگیری بادی کششی تزریقی تک مرحلهای، ایستگاه تخلیه، مرحله نهایی و حیاتی چرخه تولید را نشان میدهد. صفحه ثابت کننده هسته بیرون زننده (قطعه شماره ۸۳) به عنوان ستون فقرات سفت و سخت پایه برای کل مجموعه تخلیه هسته عمل میکند. اجرای طرح حفره ۱×۶ برای یک ظرف ۱۵ میلیلیتری ذاتاً تنش مکانیکی قابل توجهی را در یک فضای هندسی فشرده (۲۷۵x۷۵x۴۰ میلیمتر) متمرکز میکند. این صفحه وظیفه حفظ استحکام مطلق صفحهای در برابر نیروهای جنبشی چرخهای و پرفشار اعمال شده توسط هیدرولیک یا پنوماتیک تخلیه دستگاه را بر عهده دارد.
به عنوان صفحه تثبیتکننده پایه، حرکت دقیق و هماهنگ هستههای تخلیه را تضمین میکند. این صفحه مستقیماً پایداری ابعادی و خروج روان بطریهای ۱۵ میلیلیتری نهایی را تعیین میکند. اگر این صفحه حتی تحت بار دچار انحراف میکروسکوپی (خم شدن) شود، عدم همترازی زاویهای حاصل بلافاصله به پینهای تخلیه و میلههای هسته منتقل میشود. این عدم همترازی میکرو باعث اتصال سینماتیکی میشود - یک وضعیت مخرب که در آن فلز به فلز برخورد میکند و منجر به سایش زودرس غلافهای تخلیه، جابجایی هسته و در نهایت آسیب شدید به اجزای اصلی قالب میشود.
حل نقاط درد عملیاتی اولیه
تعویض یک صفحه ثابت کننده اصلی فرسوده، تاب برداشته یا خارج از تلرانس با نمونه مهندسی دقیق ما، ناهنجاریهای رایج در تخلیه را به طور موثری از بین میبرد. این صفحه، تخلیه ناهمزمان (که در آن بطریها در یک طرف آرایه ۱×۶ آویزان میشوند) را برطرف میکند، لرزش اصطکاکی را در طول حرکت تخلیه از بین میبرد و خطر سفید شدن تنشی در پایه پریفرم/بطری ناشی از فشار موضعی پین را کاهش میدهد. با بازیابی ترازبندی مسطح مطلق، شما از یکپارچگی ساختاری پشته قالب اولیه ۱TP4T50,000+ خود محافظت میکنید و در نتیجه توانایی خود را در کاهش یکپارچه زمان چرخه بطری PET تضمین میکنید.
۳.۲ برتری متالورژیکی و گردشهای کاری ماشینکاری دقیق
انتخاب مواد و دقت فرآیندهای تولید کاهشی، طول عمر صفحه تثبیت هسته پرتاب شونده را تعیین میکند. برخلاف اجزای ظاهری، این صفحه یک عضو سازهای بسیار تحت تنش است که در محیطی با چرخههای حرارتی سریع و شوک مکانیکی شدید کار میکند.
کاربرد علم مواد: فولاد کربنی S45C با درجه بالا
ما برای این قطعه خاص، اکیداً از فولاد کربن متوسط S45C مرغوب و دارای گواهینامه استفاده میکنیم. S45C (معادل AISI 1045) با محتوای کربنی از 0.42% تا 0.48% مهندسی شده است. این پروفیل متالورژیکی خاص، تعادل فوقالعادهای از استحکام کششی، مدول الاستیسیته بالا (سفتی) و قابلیت ماشینکاری عالی را فراهم میکند. این فولاد قبل از ماشینکاری، تحت فرآیند عملیات حرارتی سخت نرمالسازی و تمپرینگ قرار میگیرد تا تنشهای پسماند داخلی را از بین ببرد. این امر تضمین میکند که بلوک 275x75x40 میلیمتری در هنگام قرار گرفتن در معرض دماهای عملیاتی ناحیه صفحه ASB-12M، تاب برنمیدارد یا تغییر شکل نمیدهد. استحکام ساختاری بالای آن به طور موثری ارتعاشات هارمونیک ایجاد شده در طول ضربه تخلیه سریع را کاهش میدهد و از هندسههای ظریف حفره 15 میلیلیتری محافظت میکند.
ماشینکاری CNC پیشرفته و تلرانس گذاری هندسی
ساخت بر روی مراکز ماشینکاری CNC پنج محوره DMG MORI انجام میشود تا اطمینان حاصل شود که تمام ویژگیهای مهم در یک مرحله برش داده میشوند و خطاهای تغییر مبنا از بین میروند. ما کاملاً به تلرانسهای طرح اولیه OEM پایبند هستیم. تمام سطوح جفت اولیه تحت سنگزنی دقیق سطحی قرار میگیرند تا به تلرانس صافی و توازی کمتر از 0.02 میلیمتر و زبری سطح Ra 0.8 برسند. سوراخهای نصب رزوهدار M8 و سوراخهای تراز پین داول تحت تلرانس موقعیتی سفت و سختی قرار میگیرند که تضمین میشود در محدوده +/- 0.02 میلیمتر از موقعیت واقعی باشند. علاوه بر این، تمام لبههای تیز غیرعملکردی با پخهای C1.5 تا C2.0 به دقت پردازش میشوند تا خیزشهای تنش از بین بروند و نصب ایمن و بدون گیر توسط تکنسینهای تعمیر و نگهداری شما تضمین شود.

۳.۳ اطلاعات فنی و مشخصات جامع
جدول زیر دادههای حیاتی طرح اولیه را به پارامترهای قابل تأیید تبدیل میکند تا تیم مهندسی شما بتواند آنها را با ابزار سری P2504-A068 موجود شما مقایسه کند.
| پارامتر مهندسی | مشخصات مقدار | یادداشتهای فنی / مرجع طرح اولیه |
|---|---|---|
| طول کلی (L) | ۲۷۵ میلیمتر | تلرانس +0.00 / -0.05 میلیمتر |
| عرض کلی (عرض) | ۷۵ میلیمتر | تلرانس +0.00 / -0.05 میلیمتر |
| ضخامت کلی (H) | ۴۰ میلیمتر | موازی دقیق سطح زمین |
| درجه مواد | فولاد کربنی S45C | عادی و بدون استرس |
| رابط بست | M8 x 1.25 (چندگانه) | کلاس رزوه 6H، ورودی پخدار |
| ویژگیهای ترازبندی | سوراخهای رولپلاک دقیق | تلرانس H7 برای قفل کردن دقیق مکان |
| سختی سطح | HRC 15 – 20 (پایه) | بهینه شده برای استحکام و ضد ترک خوردگی |
| جرم تخمینی | ~ ۶.۴۵ کیلوگرم | ساخت بیلت جامد |
۴. سازگاری مطلق و قابلیت تعویض سیستم
گارانتی تعویض مستقیم OEM مدل 100%
این صفحه تثبیت هسته خروجی (قطعه شماره ۸۳) کاملاً مطابق با نقشههای مهندسی سری اصلی P2504-A068 ساخته شده است. ما سازگاری ابعادی، هندسی و عملکردی 100% را با مجموعه قالب تزریق ASB-12M تضمین میکنیم. این صفحه به عنوان یک رابط اتصال مستقیم و آماده به کار عمل میکند. جایگزینی قالب ASB قطعه. مطلقاً هیچ گونه سنگ زنی موضعی، شیم کاری یا اصلاح صفحه ماشینی در حین نصب لازم نیست.
سری ابزارهای کاربردی
به طور خاص برای قالب بطری ۱۵ میلیلیتری که در یک طرح کاویتاسیون ۱×۶ کار میکند، مهندسی شده است. طول خاص ۲۷۵ میلیمتری، گام دقیق آرایه خطی ۶ حفرهای را پوشش میدهد و توزیع فشار تخلیه یکسان را در هر شش ایستگاه به طور همزمان تضمین میکند. این امر برای جلوگیری از انحراف پین هسته در حفرههای بیرونی بسیار مهم است.
اجزای سیستم مرتبط
هنگام تعویض صفحه ثابت کننده هسته بیرون انداز، بخش مهندسی ما اکیداً توصیه میکند که اجزای مرتبط با قطار قالب به طور همزمان بررسی شوند. ما پیشنهاد میکنیم که یکپارچگی صفحات پوشش میله کششی، صفحات جداکننده بیرون انداز و بلوکهای خنک کننده اولیه (به ویژه آنهایی که از مواد ORRC PLAST برای انتقال حرارت بهتر استفاده میکنند) را ارزیابی کنید. اطمینان از اینکه کل زیر مجموعه بیرون انداز در محدوده تلرانس قرار دارد، پایدارترین محیط تولید را تضمین میکند. ما مجموعه کاملی از قطعات یدکی ASB-12M و ابزارهای سازگار با Aoki برای نگهداری جامع ماشین آلات.
۵. پروتکلهای دقیق تضمین کیفیت و اندازهگیری
تامین قطعات تعمیری قالبگیری بادی برای مراکز بستهبندی درجه یک جهانی، مستلزم صفر درصد نقص است. ماتریس کنترل کیفیت ما تضمین میکند که هر پلیت، تجلی کاملی از دادههای CAD است.
- ۱. قابلیت ردیابی مطلق نقشه
هر صفحه تثبیت تولید شده با یک شماره سریال منحصر به فرد با لیزر حک میشود که به طور دائم آن را به نسخه اصلاح شده طرح اولیه (مثلاً فایل ۱-۱، قسمت ۸۳) مرتبط میکند. این امر قابلیت ردیابی کامل چرخه عمر را تضمین میکند و فرآیندهای سفارش مجدد آینده را ساده میکند. - ۲. گواهی منشأ مواد (گواهیهای کارخانه)
ما فولادهای عمومی تایید نشده را تهیه نمیکنیم. بلوک فولاد کربنی S45C دارای گواهی آزمایش آسیاب قابل تایید است که ترکیب شیمیایی (محدودیتهای کربن، منگنز، سیلیکون) و خواص مکانیکی تسلیم را تایید میکند. - ۳. گزارشهای مترولوژی CMM
پس از پردازش CNC، صفحه به یک آزمایشگاه مترولوژی با شرایط آب و هوایی کنترلشده منتقل میشود. با استفاده از یک دستگاه اندازهگیری مختصات زایس (CMM)، موقعیتهای واقعی سوراخ نصب، قطر سوراخ پین داول و صافی کلی صفحه را بررسی میکنیم. فقط صفحاتی که از آستانههای دقیق +/- 0.02 میلیمتر تا 0.05 میلیمتر عبور میکنند، تأیید میشوند. - ۴. ضمانت و گارانتی بدون ریسک
ما قاطعانه از مهندسی خود حمایت میکنیم. این قطعه دارای ضمانت نصب دقیق است - اگر ابعاد آن کاملاً با ابزار ASB-12M 15ml 1×6 شما مطابقت نداشته باشد، مبلغ پرداختی کاملاً قابل استرداد است. علاوه بر این، ما یک ضمانتنامه طولانی مدت ارائه میدهیم که تا 12 ماه یا 1.5 میلیون چرخه عملیاتی را در برابر ترک خوردگی ساختاری یا نقص تولید تحت پارامترهای عملیاتی استاندارد پوشش میدهد.
برای درک بیشتر تعهد ما به تعالی مهندسی، موارد زیر را بررسی کنید فلسفه و تخصص تولید شرکت ما.

۶. سناریوهای کاربردی، تقاضای بالای rPET و نگهداری پیشگیرانه
چه زمانی تعویض اجباری است؟
- بازرسی بصری، ساییدگی عمیق، خراشیدگی یا ساییدگی ناشی از سایش را روی سطوح نصب نشان میدهد.
- بطریهای ۱۵ میلیلیتری شروع به نشان دادن تغییرات ضخامت دیواره یکطرفه یا کشش دروازه پایه میکنند که نشاندهنده خروج پریفرم از مرکز است.
- مانیتور بار خروجی سروو یا هیدرولیک دستگاه، جهشهای غیرمنتظرهای را نشان میدهد که نشاندهندهی اتصال سینماتیکی در مجموعه هسته است.
- برق قابل مشاهدهای که در اطراف حلقه گردن پریفرم به دلیل تنظیم نامناسب بسته شدن در طول مرحله تزریق ظاهر میشود.
چالش rPET بالا
با حرکت صنعت به سمت پایداری، استفاده از قالبهای بادی که از نسبتهای بالای rPET (PET بازیافتی) پشتیبانی میکنند، به استاندارد تبدیل شده است. مخلوطهای rPET اغلب در مقایسه با رزین خام، پروفایلهای انقباض و چسبندگی متفاوتی از خود نشان میدهند و به نیروهای بیروناندازی بیشتری برای جدا کردن پیشفرم از هسته نیاز دارند. این امر بار روی صفحه ثابتکننده هسته بیرونانداز را تشدید میکند. ارتقاء به صفحه دقیق و بدون انعطاف S45C ما تضمین میکند که ابزار شما میتواند در برابر فشارهای مکانیکی افزایشیافته ناشی از اجرای rPET 50% به 100% بدون انحراف یا گیر کردن، مقاومت کند.
پروتکل نصب تخصصی و نگهداری پیشگیرانه (PM)
برای به حداکثر رساندن چرخه عمر قطعه شماره ۸۳، پارامترهای نصب زیر را کاملاً رعایت کنید:
- آماده سازی سطح: سطح مشترک صفحه ASB-12M و سطوح اتصال صفحه ثابت را با استفاده از یک حلال صنعتی بدون باقیمانده کاملاً تمیز کنید. حتی یک ذره 0.05 میلیمتری از رزین یا شن کربونیزه شده میتواند باعث شود صفحه از حالت موازی خارج شود.
- پیش روانکاری: یک لایه میکروسکوپی از ترکیب ضد گیرپاژ مسی با فشار شدید (EP) یا گریس لیتیوم با دمای بالا را روی پینهای رولپلاک و سوراخهای رزوهدار M8 بمالید تا از ایجاد ساییدگی در طول زمان جلوگیری شود.
- توالی گشتاور: تمام بستهای M8 را شل قرار دهید. از یک آچار گشتاور کالیبره شده استفاده کنید و پیچها را با الگوی مورب ضربدری (ستارهای) در سه مرحله افزایشی سفت کنید تا به تنظیم گشتاور نهایی تعیین شده توسط کارخانه برسید. این کار از تمرکز تنش موضعی جلوگیری میکند و قرارگیری یکنواخت صفحهای را تضمین میکند.
- برنامهی روتین PM: این صفحه را در چک لیست PM 500000 سیکل خود قرار دهید. مطمئن شوید که مشخصات گشتاور دقیق باقی میمانند و از یک نشانگر عقربهای برای بررسی هرگونه از دست دادن توازی که نشاندهنده مشکلات مکانیکی فراگیر در میلههای اتصال دستگاه است، استفاده کنید.
۷. سوالات متداول فنی: سیستمهای پرتابگر ASB-12M
مونتاژ هسته خود را ایمن کنید. زمان توقف تولید را به حداقل برسانید.
صفحه ثابت کننده هسته بیرون ریز ASB-12M (قطعه 83) یک قطعه حیاتی و با سایش بالا است. با تشدید محدودیتهای زنجیره تأمین، حفظ موجودی ابزار دقیق جایگزین در محل، موثرترین راهکار برای جلوگیری از توقفهای فاجعهبار خط تولید است. موجودی فوری محدودی موجود است.
✔ دارای گواهینامه مواد S45C
✔ ارسال سریع جهانی