۱. مهندسی موارد نامتعارف: چالش ویالهای پیچیده آرایشی
در طول ۲۰ سال فعالیت مهندسی میدانیام در صنعت فرآوری پلیمر، شاهد تغییر قطعی در بازار بستهبندی لوکس بودهام. برندها دیگر به بطریهای استوانهای استاندارد راضی نیستند. برای متمایز شدن در قفسههای شلوغ فروشگاههای سفورا یا فروشگاههای معاف از مالیات، طراحان در تلاشند تا... مربع، مثلث، چندضلعی و گردنهای خارج از مرکز (خارج از مرکز)اگرچه این طرحها از نظر بصری جذاب هستند، اما چالش قابل توجهی در تولید، به ویژه برای مواد PET و PCTG، ایجاد میکنند.
مشکل اساسی در قالبگیری یک بطری غیر گرد - مثلاً یک بطری عطر مربعی - توزیع مواد است. در یک فرآیند سنتی، پلاستیک ابتدا به سمت کنارههای صاف و در آخر به سمت گوشهها کشیده میشود. بدون مداخله دقیق، این امر منجر به "dog-boning" (اضلاع ضخیم، گوشههای بسیار نازک) یا سفید شدن ناشی از تنش (کدر شدن) در لبهها میشود. دستگاههای استاندارد گرمایش مجدد دو مرحلهای در اینجا با مشکل مواجه میشوند زیرا آنها یک پروفیل حرارتی یکنواخت را به یک پیشساز گرد اعمال میکنند، به این امید که فیزیک آن را حل کند. اما به ندرت این اتفاق میافتد.
اینجاست که دستگاه قالب گیری ضربه ای تک مرحله ای فناوری (ISBM) نه تنها یک گزینه، بلکه یک ضرورت میشود. با استفاده از یک فرآیند ۴ ایستگاهی که شامل یک فرآیند اختصاصی است. ایستگاه تهویه مطبوعمیتوانیم تاریخچه حرارتی پیشفرم را دستکاری کنیم. میتوانیم گوشهها را قبل از دمیدن گرم نگه داریم و کنارههای صاف را خنک کنیم و ضخامت یکنواخت دیواره را حتی در تهاجمیترین هندسهها تضمین کنیم.
۲. چرا اشکال پیچیده به فناوری ISBM تک مرحلهای نیاز دارند؟
برای عطرها و روغنهای اساسی درجه یک، دستگاه ISBM چهار ایستگاهه سه مزیت اساسی ارائه میدهد که قالبگیری بادی با گرمایش مجدد (RBM) نمیتواند با آنها برابری کند:
- ۱. گرمایش و تهویه مطبوع دیفرانسیلی: ایجاد یک بطری مربعی از یک پیش فرم گرد نیاز به "گرمایش ترجیحی" دارد. ایستگاه آمادهسازی ما از میلههای مغزی و دیگهای آمادهسازی برای اضافه کردن یا حذف انتخابی گرما از مناطق خاص پیش فرم استفاده میکند. قبل از وارد قالب بادی میشود. این امر به پلاستیک اجازه میدهد تا بدون نازک شدن، به گوشهها جریان یابد.
- ۲. تمرکز و دقت گردن: بطریهای عطر اغلب دارای یقههای فلزی سنگین یا پمپهای چفتشونده هستند که نیاز به تلرانس در محدوده ±0.05 میلیمتر دارند. در ISBM، گردنه به صورت تزریقی قالبگیری شده و در کل فرآیند توسط حفره لب نگه داشته میشود. هرگز از مندرل خارج نمیشود و هممرکزی مطلق را برای طرحهای خارج از مرکز (خارج از مرکز) تضمین میکند.
- ۳. یکپارچگی سطح (ظاهر کریستالی): مصرفکنندگان کالاهای لوکس انتظار دارند پلاستیک شبیه شیشه به نظر برسد. در یک فرآیند دو مرحلهای، پریفرمها در یک قیف میغلتند و خراشهای ریز روی آنها جمع میشود. در فرآیند یک مرحلهای ما، پریفرم قالبگیری و بدون تماس با سطح دیگری دمیده میشود و در نتیجه ظاهری بکر و بدون نقص ایجاد میشود.
۳. الزامات اصلی صنعت در مقابل راهحلهای فنی همیشه قدرتمند
| نقاط درد با شکل پیچیده | راهکار فنی Ever-Power ISBM | نتیجه مهندسی |
|---|---|---|
| نازک کاری گوشه بطریهای مربعی به راحتی از گوشهها میشکنند. |
ایستگاه تهویه مطبوع (ایستگاه ۲) خنکسازی انتخابی دیوارههای صاف. |
توزیع ضخامت یکنواخت دیواره (>1 میلیمتر) در گوشهها. |
| گردنهای خارج از مرکز پیش فرم ها در حین کشش خم می شوند (اثر موز). |
جدول نمایه سازی چرخشی کنترل دقیق سروو موتور. |
جهتگیری پیشفرم به صورت مکانیکی قفل شده است؛ رانش صفر است. |
| سفید کردن با بخار/استرس دیوارهای ضخیم شیری رنگ میشوند. |
کنترل دمای تزریق سیستم راهگاه گرم و دریچههای شیر یکپارچه. |
بطریهای PETG/PCTG شفاف با دیواره ضخیم. |
| زمان تغییر قالب ترکیب بالای SKU در عطرسازی. |
گیره با قابلیت تعویض سریع ساختار گیره عمودی. |
تغییر کامل در کمتر از ۳ ساعت برای تولید انعطافپذیر. |

نمونههایی از بطریهای چندضلعی و کف ضخیم تولید شده با ماشینآلات Ever-Power.
۴. کاربردهای معمول زیربخش در مراقبت شخصی
ما دستگاه بطری PET یک مرحله ای قابلیتها تا سختگیرانهترین الزامات هندسی گسترش مییابند:
ویالهای چندضلعی و هندسی
بطریهای شش ضلعی، هشت ضلعی یا لوزی شکل (۱۵ تا ۱۰۰ میلیلیتر) که معمولاً برای عطرهای خاص استفاده میشوند. لبههای تیز آنها نیاز به کنترل دقیق جریان مواد دارد تا از ترک خوردگی ناشی از فشار جلوگیری شود.
بطریهای خارج از مرکز (خارج از مرکز)
بطریهایی که گردن آنها با محور مرکزی بدنه همتراز نیست. برای اسپریهای ارگونومیک یا طرحهای آوانگارد ضروری است. فقط ISBM تک مرحلهای میتواند همترازی عمودی میله کششی را در این موارد تضمین کند.
«جایگزینی شیشه» با دیوار سنگین
ویالهای روغن ضروری (5 تا 30 میلیلیتر) ساخته شده از PCTG یا PETG با ضخامت دیواره تا 4 میلیمتر. این ویالها وزن و حس شیشه را تقلید میکنند اما در برابر خرد شدن مقاوم هستند و برای حمل و نقل تجارت الکترونیک مناسب میباشند.
۵. نکات برجسته راهکار Ever-Power: مزیت HGY-V4
برای اشکال پیچیده، من اکیداً توصیه میکنم سری HGY-V4 (4 ایستگاه)در حالی که دستگاههای ۳ ایستگاهی ما برای گلولههای استاندارد عالی هستند، معماری ۴ ایستگاهی استاندارد صنعتی برای هندسههای دشوار است.
چرا V4؟ جادو در ایستگاه ۲ (تهیه و آمادهسازی) اتفاق میافتد. در اینجا، گرادیانهای حرارتی پریفرم را از بین میبریم. با استفاده از یک دیگ یا هسته با دمای کنترلشده، میتوانیم یک پروفیل حرارتی ایجاد کنیم که در آن گوشههای یک بطری مربعی انعطافپذیر (گرم) نگه داشته میشوند در حالی که سطوح صاف خنک میشوند. این تضمین میکند که وقتی قالب بادی بسته میشود، پلاستیک بدون نازک شدن بیش از حد سطوح صاف، به سمت گوشهها کشیده میشود.
مشخصات فنی:
- کنترل سروو: استفاده از 10 مجموعه سیستم سروو Inovance/Weichi برای حرکات دقیق.
- نیروی بستن: گیره تزریق تا ۴۰۰ کیلونیوتن برای قالبگیری فشار بالا از پریفرمهای ضخیم.
- صرفه جویی در انرژی: نوارهای گرمایشی نانو مادون قرمز در مقایسه با نوارهای سرامیکی، مصرف انرژی را حدود 30% کاهش میدهند.
چرخه ۴ مرحلهای: تزریق -> حالتدهی -> دمش کششی -> بیرون انداختن.
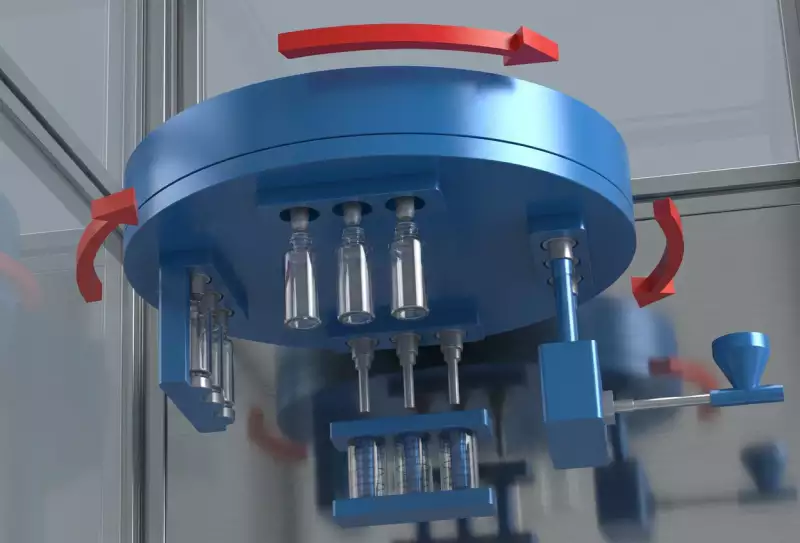
۶. سرعت خواندن فنی اصلی: فرآیند ۴ ایستگاهی
ایستگاه ۱: تزریق
PET/PCTG مذاب به داخل یک حفره تزریق میشود تا پیش فرم تشکیل شود. سطح گردن در اینجا به طور کامل و تا رسیدن به تلرانس نهایی شکل میگیرد.
ایستگاه ۲: آمادهسازی (برش دم/ تعیین دمای پروفیل)
مرحله حیاتی برای اشکال پیچیده. پیشفرم از نظر دما یکسانسازی میشود. پروفیلهای گرمایشی افتراقی برای آمادهسازی برای کشش غیر گرد اعمال میشوند.
ایستگاه ۳: قالبگیری بادی کششی
یک میله سروو موتور، پیشفرم را به صورت محوری میکشد، در حالی که هوای پرفشار آن را به صورت شعاعی در برابر دیوارههای قالب سرد منبسط میکند تا شکل را منجمد کند.
ایستگاه ۴: پرتاب
بطری نهایی توسط یک ربات یا صفحه جداکننده، که به صورت عمودی برای بستهبندی در پاییندست قرار دارد، از میله مرکزی جدا میشود.
۷. یادداشتهای میدانی مهندس: داستانهای موفقیت جهانی
[فرانسه] عطرسازی لوکس – چندضلعی «پیچیده»
چالش: یک عطرسازی مستقر در گراس به یک بطری ۱۰۰ میلیلیتری با پیچش مارپیچ ۳۰ درجه نیاز داشت. قالبگیری دو مرحلهای باعث نازک شدن غیرقابل قبولی در شعاع بیرونی شد.
راه حل: HGY150-V4 با پروفایلهای تنظیم دمای برنامهریزیشده.
نتیجه: ضخامت دیواره یکنواخت (بیش از ۱.۲ میلیمتر در همه جا) حاصل شد. «کنترل تهویه Ever-Power این پروژه را نجات داد.» – پیر دی.، مدیر تولید.
[دبی، امارات متحده عربی] ویال روغن عود با دیواره ضخیم
چالش: مشتری یک ویال ۱۲ میلیلیتری میخواست که شبیه شیشه کریستالی محکم (با کف ضخیم) باشد اما برای حمل و نقل نشکن باشد.
راه حل: دستگاه ISBM سه ایستگاهه برای PCTG با دیواره ضخیم بهینه شده است.
نتیجه: یک ویال با پایه ۵ میلیمتری و بدون کدورت کریستالیزاسیون تولید کرد.
سمپاش جیبی تخت [ایالات متحده]
چالش: تولید بطری مسطح ضدعفونیکننده به سبک کارت اعتباری. قالبگیری بادی استاندارد منجر به "dog-bonening" (لبههای ضخیم، مرکز نازک) شد.
راه حل: میلههای بیضیشکل سفارشی و محفظههای تهویه در HGY200-V4.
نتیجه: با موفقیت میلیونها واحد را برای یک زنجیره خردهفروشی بزرگ با نرخ ضایعات کمتر از 0.5% قالبگیری کرد.
بطری سرم عجیب و غریب [کره جنوبی]
چالش: طراحی گردن خارج از مرکز باعث میشد میله کششی در دستگاه رقیب به دیواره پیشساز برخورد کند.
راه حل: میز دوار سفت و سخت Ever-Power با موتور سروو، ترازبندی بینقص را تضمین میکند.
نتیجه: با دستیابی به تمرکز محوری 100%، امکان پر کردن خودکار با سرعت بالا فراهم میشود.
قطره چکان روغن ضروری [برزیل]
چالش: نرخ بالای شکستگی بطریهای شیشهای در حین حمل و نقل به منطقه آمازون.
راه حل: با استفاده از Ever-Power ISBM به Amber PET منتقل شد.
نتیجه: خسارت ناشی از حمل و نقل به صفر رسید؛ هزینههای حمل و نقل به دلیل وزن سبکتر، 60% کاهش یافت.

تأسیسات پیشرفته ما با مساحت 20،000 متر مربع در شهر چینگیوان.
۸. تحلیل ارزش مشتری و بازگشت سرمایه
سرمایهگذاری در یک سایت اختصاصی دستگاه قالب گیری بادی ISBM برای اشکال پیچیده، بازده مالی قابل توجهی به همراه دارد:
- بهرهوری انرژی: حذف فر گرمکننده مجدد (که در روش دو مرحلهای استفاده میشود) مصرف انرژی را حدود ۴۰۱TP3T کاهش میدهد. برای دستگاهی که ۲۴ ساعته و ۷ روز هفته کار میکند، این امر سالانه تقریباً ۱۵۰۰۰ تا ۲۰۰۰۰ دلار صرفهجویی در هزینهها را به همراه دارد.
- صرفهجویی در مواد: فرآیند تک مرحلهای حداقل ضایعات را تولید میکند (اسپروها اغلب در داخل خط آسیاب میشوند). تبدیل «شیشه به پلاستیک» وزن حمل و نقل را حدود ۸۵۱TP3T کاهش میدهد.
- قیمتگذاری پریمیوم: توانایی قالبگیری اشکال منحصر به فرد و غیر گرد به برندها این امکان را میدهد که قیمتهای بالایی را دریافت کنند. یک بطری چندضلعی سفارشی میتواند سه برابر قیمت یک بطری گرد استاندارد باشد.
۱۰. یک مرحلهای در مقابل دو مرحلهای: قضاوت در مورد بستهبندی لوازم آرایشی
| ویژگی | همیشه یک مرحلهای (ISBM) | دو مرحلهای سنتی (گرم کردن مجدد) |
|---|---|---|
| اشکال پیچیده | عالی (ایستگاه تهویه مطبوع) | ضعیف (گرمایش مجدد یکنواخت، شکلدهی را محدود میکند) |
| کیفیت سطح | بکر (بدون تماس) | خراشیده شده (غلتیدن پیش فرم) |
| بهرهوری انرژی | بالا (حرارت تزریق را حفظ میکند) | کم (نیاز به گرم کردن مجدد زیاد دارد) |
| فضای مورد نیاز | جمع و جور (یک دستگاه) | بزرگ (تزریق + دمنده گرم کننده مجدد) |
| بهداشت | استریل (حلقه بسته) | خطر آلودگی در انبار |
۱۱. [جهانی] رعایت مقررات و ایمنی
واردات ماشینآلات برای تولید لوازم آرایشی با ارزش بالا مستلزم رعایت دقیق استانداردهای بینالمللی است. دستگاههای Ever-Power برای تسهیل ترخیص کالا از گمرک و عملیات ایمن ساخته شدهاند:
- ✅ نشان CE (اروپا): مطابق با دستورالعمل ماشینآلات 2006/42/EC و دستورالعمل ولتاژ پایین. ضروری برای مشتریان ما در فرانسه و ایتالیا.
- ✅ استانداردهای UL (ایالات متحده آمریکا/کانادا): ما از قطعات الکتریکی دارای مجوز UL (اشنایدر، راکول) برای اطمینان از انطباق با کدهای ایمنی آمریکای شمالی استفاده میکنیم.
- ✅ ایمنی در تماس با مواد غذایی: تمام پیچها، سیلندرها و قالبها از فولاد ضد زنگ درجه یک ساخته شدهاند که مطابق با استاندارد FDA 21 CFR 177.1630 برای تماس با PET میباشد.
۱۲. مقایسه برندها: Ever-Power در مقابل The Giants
ما به پیشگامانی مانند ASB و Aoki احترام میگذاریم. با این حال، Ever-Power یک مزیت استراتژیک برای تولیدکنندگان چابک ارائه میدهد:
| سطح فناوری | معماری چرخشی ۴ ایستگاهه قابل مقایسه. سازگار با بسیاری از قالبهای مدل ASB-12M. |
| هزینه سرمایهگذاری | 40-50% هزینه سرمایه پایین نسبت به همتایان ژاپنی. بازگشت سرمایه سریعتر. |
| زمان سرب | میانگین ۶۰ تا ۹۰ روز در مقابل ۶ تا ۱۲ ماه برای رقبا. |
*سلب مسئولیت: ASB و Aoki علائم تجاری صاحبان مربوطه میباشند. منابع فقط برای مقایسه فنی هستند.
۱۳. سوالات متداول: پاسخهای تخصصی برای خریداران B2B
آیا میتوانم از PET بازیافتی (rPET) برای بطریهای لوازم آرایشی استفاده کنم؟
بله، دستگاههای ما برای rPET بهینه شدهاند. با این حال، برای بطریهای عطر با شفافیت بالا، توصیه میکنیم از rPET مرغوب استفاده کنید تا از زرد شدن جلوگیری شود. مارپیچهای ما برای تحمل ویژگیهای ذوب rPET طراحی شدهاند.
زمان تعویض قالب چقدر است؟
برای سری HGY-V4، تعویض کامل قالب (تزریق، حالتدهی، دمیدن، لبهگیری) با یک تیم آموزشدیده تقریباً ۳-۴ ساعت طول میکشد. ما یک جرثقیل قالب و ابزارهای تعویض سریع را ارائه میدهیم.
آیا به چیلر نیاز دارم؟
بله. برای جلوگیری از کریستالیزاسیون (مه) در بطریهای عطر با دیواره ضخیم و کاهش زمان چرخه، به خنککننده قدرتمندی برای قالب تزریق و ایستگاه آمادهسازی نیاز است. ما میتوانیم در تعیین اندازه این مورد به شما کمک کنیم.
آیا میتوانم بطریهای بیضی و مربعی را با یک دستگاه تولید کنم؟
کاملاً. دستگاه مثل قبل باقی میماند؛ فقط باید قالبها و محفظههای حالتدهنده را عوض کنید تا با شکل جدید مطابقت داشته باشند.
عمر قالب چقدر است؟
قالبهای ما از فولاد ضد زنگ درجه یک S136 ساخته شدهاند. با نگهداری مناسب، ظرفیت آنها برای بیش از 3 میلیون شات ارزیابی شده است.
آیا نصب را ارائه می دهید؟
بله، ما مهندسان ارشد را برای نصب، راهاندازی و آموزش به کارخانه شما اعزام میکنیم. ما تا زمانی که تولید را در زمان چرخه تضمینشده شروع نکرده باشید، کارخانه را ترک نمیکنیم.
چه موادی را میتوانم اجرا کنم؟
سری HGY با PET، PETG، PCTG، PC، PP و Tritan کار میکند. ما طرحهای پیچ مخصوصی برای مواد مختلف داریم.
چگونه با قطعات یدکی کار میکنید؟
ما از قطعات استاندارد جهانی (یاسکاوا، پارکر، یوکن) که به صورت محلی در اکثر کشورها موجود است، استفاده میکنیم. برای قطعات اختصاصی، ما از طریق DHL/FedEx ظرف 24 ساعت ارسال میکنیم.
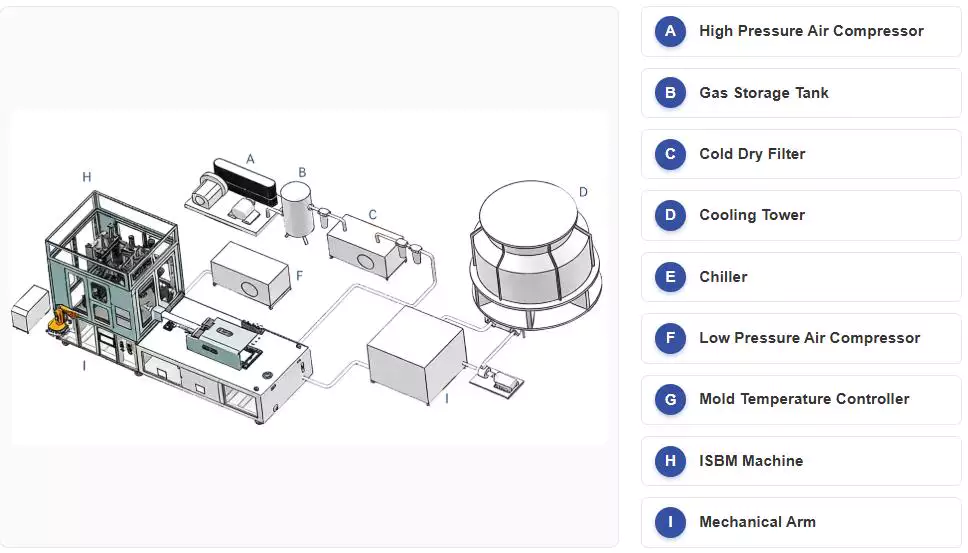
۱۴. همراه ضروری: کمپرسورهای هوای بدون روغن
برای کیفیت بالا دستگاه قالب گیری ضربه ای کششی تزریقی در عملیات، کیفیت هوای فشرده شما بسیار مهم است. حتی مقدار کمی روغن در هوای دمیده شده میتواند شفافیت یک بطری عطر را خراب کند یا باعث رد شدن آن در کاربردهای غذایی شود.
ما تولید و عرضه یکپارچه داریم کمپرسورهای هوای فشار قوی بدون روغن (3.0-4.0 مگاپاسکال) به طور خاص برای دستگاههای ISBM ما کالیبره شده است، و تضمین میکند که بستهبندی شما عاری از هرگونه آلودگی باقی بماند.

آمادهاید تا خط تولید لوازم آرایشی خود را تغییر دهید؟
نگذارید طرحهای پیچیده، پتانسیل شما را محدود کنند. با متخصصانی که فیزیک قالبگیری اشکال پیچیده را درک میکنند، همکاری کنید.

























