
La série HGY : L’excellence en ingénierie pour l’emballage cosmétique
Concevoir une esthétique « semblable au verre » : défis et opportunités
Au cours de mes 20 années d'expérience sur le terrain dans la conception de lignes de production pour le secteur cosmétique, j'ai constaté un changement radical. Les marques ne se contentent plus de plastique ; elles veulent du poids visuel et clarté du verre combiné à la sécurité et à la rentabilité du PET ou du PETG. Cela est particulièrement vrai pour Bocaux et bouteilles à parois épaisses Utilisé dans les crèmes, sérums et lotions haut de gamme.
Le défi des procédés de fabrication traditionnels ? La gestion thermique. Obtenir une épaisseur de paroi de 3 à 5 mm sans voile, cristallisation ni marques d’écoulement est un véritable casse-tête pour les procédés classiques en deux étapes. Les préformes refroidissent de manière irrégulière et les réchauffer à cœur sans faire fondre la surface est quasiment impossible.
C'est là que le Machine de moulage par soufflage en une étape La technologie ISBM devient non seulement une option, mais une nécessité. En intégrant l'injection, le conditionnement et le soufflage dans un seul cycle thermique, nous préservons l'historique thermique du matériau, garantissant ainsi une transparence absolue et une intégrité structurelle optimale.
Lecture rapide technique de base
- Technologie de base : Moulage par injection-soufflage en une étape à 4 stations (ISBM).
- Capacité critique : Station de conditionnement actif (profilage de température) essentielle pour les parois épaisses (3 mm-5 mm).
- Focus sur les matériaux : Optimisé pour le PET, le PETG, le PCTG et le Tritan sans cristallisation.
- Rendement du cycle : Zéro gaspillage d'énergie lors du réchauffage ; réduction de la consommation d'énergie du système 40% par rapport aux systèmes à deux étapes.
- Précision: Les plateaux tournants à servocommande (Yaskawa/Inovance) garantissent un écart de concentricité < 0,05 mm.

Pourquoi l'industrie cosmétique à parois épaisses exige un ISBM en une seule étape
Lors du moulage d'une bouteille d'eau standard, les parois sont fines et le refroidissement est rapide. En revanche, les emballages cosmétiques de luxe, notamment les pots à parois épaisses (30 à 200 ml), obéissent à des lois physiques différentes. La chaleur latente à l'intérieur d'une préforme de 5 mm d'épaisseur est immense.
Si vous utilisez une machine à 3 stations ou un procédé en 2 étapes, la chaleur interne provoque la cristallisation du PETG (blanchiment) ou l'affaissement du matériau, ce qui entraîne une excentricité. Machine à bouteilles PET en une étape utilise un système dédié Station de conditionnementIci, nous ne nous contentons pas d'attendre ; nous contrôlons activement la température à cœur à l'aide de tiges ou de pots de conditionnement. Cela nous permet d'éliminer la chaleur de la surface tout en conservant la souplesse du cœur pour l'étirage. Ce niveau de contrôle est indispensable pour obtenir l'aspect « cristallin » exigé par des marques comme Estée Lauder ou L'Oréal.
Besoins fondamentaux de l'industrie vs. adéquation avec les technologies de pointe
| Point sensible de l'industrie | Solution ISBM Ever-Power | Mise en œuvre technique |
|---|---|---|
| Brume et blanchiment Les parois épaisses emprisonnent la chaleur, provoquant la cristallisation du PET/PETG. |
Conditionnement thermique actif | Conception à 4 stations (HGY-V4) avec barres de refroidissement du noyau pour équilibrer le ΔT entre les parois intérieures et extérieures. |
| Lignes de séparation et portails Les joints visibles gâchent l'illusion d'un verre haut de gamme. |
Esthétique harmonieuse | Injection directe à canaux chauds avec soupapes de décharge ; précision du moule divisé <0,02 mm d'écart. |
| Excentricité Une épaisseur de paroi irrégulière donne aux bocaux un aspect « bon marché ». |
Concentricité en une étape | La préforme est indexée sur le même mandrin de l'injection au soufflage ; elle n'est jamais relâchée ni reprise en main. |
| Scratch Dommages superficiels survenus pendant le transport. |
Éjection sans contact | Des robots de retrait automatisés déposent les bouteilles directement sur des convoyeurs souples ou des plateaux d'emballage. |

Applications typiques dans le domaine des soins personnels
Notre Machine ISBM Cette série ne se limite pas à une seule forme. La polyvalence de la série HGY-V4 permet des changements de moule rapides pour s'adapter à :
- Pots à crème à parois épaisses : Pots de 30 ml à 100 ml à double paroi, remplaçant souvent le verre pour réduire le poids à l'expédition.
- Flacons de lotion de luxe : Bouteilles en PCTG haute transparence avec bases lourdes (effet faux fond) qui dégagent une impression de luxe.
- Pipettes de sérum : Finitions de col de petite taille et de haute précision, compatibles avec les systèmes de tiges de selle télescopiques complexes.
- Bouteilles à pompe sans air : Diamètres intérieurs précis requis pour le mouvement du piston dans les systèmes sans air.
- Tubes de mascara et de gloss : Rapports L/D longs nécessitant une rectitude et un calibrage du col parfaits.
Points forts de la solution Ever-Power : L’avantage HGY-V4
Pour l'application de cosmétiques sur les parois épaisses, je recommande fortement le HGY150-V4 ou HGY200-V4Bien que nous proposions des machines à 3 stations pour les bouteilles standard, La configuration à 4 stations est non négociable pour les conteneurs à parois épaisses haut de gamme..
Pourquoi le V4 ? Elle ajoute la station de « conditionnement » entre l’injection et l’étirage-soufflage. Cette station nous permet de :
- Régler la température : Chauffer ou refroidir sélectivement des zones spécifiques de la préforme (par exemple, refroidir le corps épais tout en conservant la rigidité du col).
- Éliminer le stress : Détendez les chaînes polymères avant de les étirer afin d'éviter toute distorsion optique.
- Optimisation du cycle : Le refroidissement s'effectue en dehors du moule d'injection, ce qui réduit considérablement le temps de cycle global par rapport aux machines qui doivent refroidir entièrement pendant la phase d'injection.
Alimenté par servomoteurs Inovance/Weichi et Soupapes haute pression ParkerLa série HGY offre une répétabilité de 0,1 g par dose, garantissant ainsi l'identité de chaque pot.
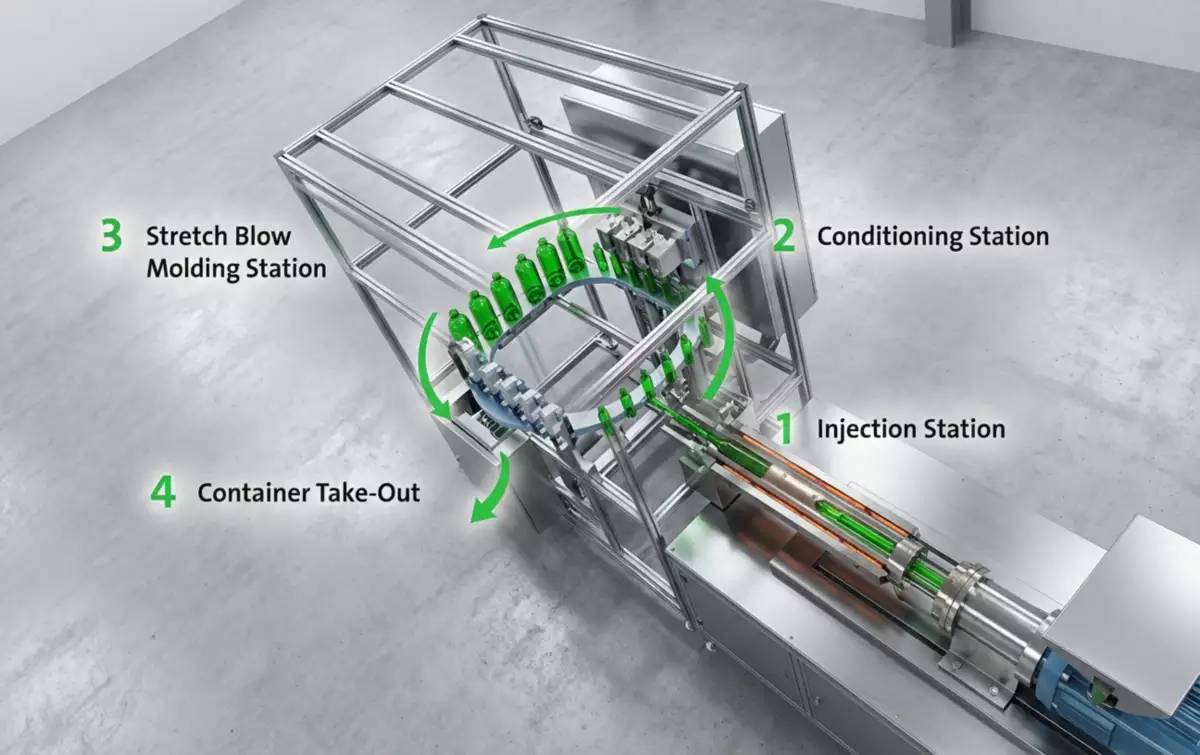
Flux de processus : L’art des 4 stations de l’ISBM
1. Injection
Du PET/PETG fondu est injecté dans une cavité pour former la préforme. La finition du col est ensuite moulée avec une grande précision aux dimensions finales.
2. Conditionnement
L'étape cruciale. La préforme est transférée dans une cuve de conditionnement. La température interne et externe est égalisée afin d'éviter la formation de voile sur les parois épaisses.
3. Coup d'étirement
La préforme est étirée axialement par une tige et soufflée radialement contre les parois du moule pour définir la forme finale et lui conférer une résistance biaxiale.
4. Éjection
La bouteille vide est automatiquement retirée. Notre système la retire en douceur, grâce à une orientation précise, afin d'éviter toute rayure sur les surfaces.
Notes de terrain d'ingénieurs : Exemples de réussite à l'échelle mondiale
[France] Marque de soins de luxe – Pot de crème à parois épaisses
Défi: Le client avait besoin d'un pot de 50 ml en PETG d'une épaisseur de paroi de 4 mm. Son précédent procédé en deux étapes entraînait des rebuts de 15% en raison d'un voile laiteux près de la sortie.
Solution: Déploiement du HGY150-V4 avec des « broches de refroidissement » spécialisées dans la station de conditionnement.
Résultat: Verre à transparence identique. Taux de rebut inférieur à 1%.
« La technologie de conditionnement d'Ever-Power a résolu le problème de cristallisation auquel nous étions confrontés depuis deux ans. » – Pierre D., directeur de production.
Fabricant de sérum bio [Japon] – Pipette compte-gouttes haute concentricité
Défi: Pour une chaîne de montage de tiges de selle télescopiques automatiques, la finition d'un col de cygne de 18 mm exigeait une concentricité absolue. Le moulage par soufflage standard présentait une ovalisation excessive.
Solution: Utilisez notre Machine à bouteilles ISBM avec un système de transport à mandrin robuste.
Résultat: Ovalité contrôlée à ±0,1 mm près. Arrêts de ligne réduits grâce au 90%.
[USA] Conditionneur à façon – Flexibilité multi-références
Défi: Le client avait besoin de produire 5 formes de bouteilles différentes (de 100 ml à 300 ml) sur une seule machine avec des changements rapides.
Solution: HGY200-V4 avec bases de moules à changement rapide.
Résultat: Temps de changement de moule réduit de 8 heures à 3 heures. Retour sur investissement atteint en 14 mois.
[Brésil] Géant des soins capillaires – Production à grande échelle
Défi: La hausse des coûts énergétiques réduisait les marges bénéficiaires pour un flacon de shampoing de 250 ml.
Solution: Nous sommes passés de la série HGY en deux étapes à la série en une seule étape. Le four de réchauffage a été complètement supprimé.
Résultat: Réduction des factures d'électricité par unité produite grâce à 40%.
[Thaïlande] Flacons de qualité pharmaceutique
Défi: Compatibilité requise avec les salles blanches de classe ISO 7 pour les flacons de gouttes ophtalmiques stériles.
Solution: Version servo entièrement électrique de notre machine ISBM avec échappement pneumatique sans huile.
Résultat: L'absence de fuites d'huile hydraulique a permis d'obtenir facilement toutes les certifications de salle blanche.

Une étape contre deux étapes : une comparaison du point de vue d’un ingénieur
| Fonctionnalité | ISBM en une étape (Ever-Power) | Deux étapes (Souffle de réchauffage) |
|---|---|---|
| Flux de processus | Continu (Préforme chaude) | Interrompu (réchauffage de préformes froides) |
| Qualité de surface | État impeccable (aucune rayure) | Risque de marques de culbutage de la préforme |
| Capacité d'épaisseur de paroi | Excellent (Murs épais possibles) | Limité (difficile de réchauffer des parois épaisses) |
| efficacité énergétique | Élevé (Conserve la chaleur d'injection) | Faible (Nécessite des fours de réchauffage de grande capacité) |
| Empreinte de la machine | Compact (Une seule machine) | Grand (Injection + Réchauffage + Souffleur) |
Conformité réglementaire et sécurité [mondiales]
L’importation de machines industrielles exige le strict respect des réglementations locales. Les machines Ever-Power sont conçues pour répondre aux normes internationales.
- Marquage CE (Europe) : Entièrement conforme à la directive Machines 2006/42/CE, à la directive Basse Tension et à la directive CEM. Indispensable pour nos clients en France et en Allemagne.
- Normes UL (États-Unis/Canada) : Les composants électriques proviennent de fournisseurs agréés UL (comme les options Rockwell/Allen-Bradley) afin de garantir un contrôle sans encombre dans les installations nord-américaines.
- Matériaux en contact avec les aliments : Toutes les pièces en contact avec le polymère (vis, cylindres, moules) utilisent de l'acier inoxydable de qualité alimentaire conforme à la norme FDA 21 CFR 177.1630.
- Efficacité énergétique : Nos systèmes servo-hydrauliques répondent aux normes d'efficacité énergétique de niveau 1 en Chine, et sont souvent éligibles aux subventions pour l'énergie verte dans les régions de nos clients.

Comparaison de marques et clause de non-responsabilité
On nous demande souvent comment nous nous comparons aux géants japonais comme ASB ou Aoki. Nous respectons leur technologie, car ils ont été les pionniers dans ce domaine. Cependant, Ever-Power propose une alternative stratégique :
| Niveau technologique | Architecture ISBM à 4 stations comparable ; compatible avec les moules de type ASB. |
| Coût d'investissement | Environ 40 à 501 TP3T de dépenses d'investissement (CAPEX) inférieures à celles des équivalents japonais, permettant un retour sur investissement plus rapide. |
| Délai de mise en œuvre | Généralement 60 à 90 jours, contre 6 à 9 mois pour certains concurrents. |
Avertissement : La mention de marques commerciales tierces (ASB, Aoki) est faite à des fins de comparaison technique uniquement. Ever-Power est un fabricant indépendant.
FAQ : Réponses d’experts à vos questions sur l’ISBM
Puis-je utiliser du PET recyclé (rPET) sur cette machine ?
Oui. Nos vis sont conçues pour traiter le rPET avec différentes viscosités intrinsèques (VI) sans dégradation. Nous recommandons l'utilisation d'un séchoir déshumidificateur afin de garantir un taux d'humidité inférieur à 50 ppm.
Quelle est la durée de vie des moisissures ?
Nos moules sont fabriqués en acier inoxydable S136 de haute qualité et traités thermiquement. Avec un entretien adéquat, ils peuvent facilement atteindre plus de 3 millions d'injections. Nous proposons également des services de remise à neuf de moules.
Ai-je besoin d'un refroidisseur pour cette machine ?
Oui. Pour obtenir des cadences de production élevées et une transparence optimale dans les bocaux à parois épaisses, un refroidisseur dédié est nécessaire pour la cavité d'injection et la station de conditionnement. Nous pouvons vous aider à dimensionner cet équipement.
Est-il difficile de changer de moules ?
Pas avec la série V4. Nous utilisons un système de serrage à changement rapide et fournissons un outil de levage pour moules. Une équipe formée peut effectuer un changement complet en 2 à 3 heures.
Puis-je produire des bouteilles ovales ?
Absolument. Notre station de conditionnement permet un chauffage sélectif, ce qui la rend idéale pour les formes ovales ou non rondes avec des rapports d'aspect allant jusqu'à 2:1.
Quel type d'assistance proposez-vous pour l'installation ?
Nous dépêcheons des ingénieurs expérimentés sur votre site pour l'installation, la mise en service et la formation. Nous restons jusqu'à ce que votre équipe atteigne le cycle de production garanti.
Qu’en est-il de la disponibilité des pièces détachées ?
Nous utilisons des composants standard internationaux (Yuken, Parker, Schneider, etc.) disponibles localement dans la plupart des pays. Pour les pièces spécifiques, nous expédions par DHL/FedEx sous 24 heures.
Pourquoi One-Step est-il meilleur pour l'hygiène ?
La préforme n'entre jamais en contact avec l'environnement extérieur. Elle passe de l'état de plastique fondu à la bouteille scellée dans une seule chambre stérile. C'est essentiel pour les industries pharmaceutique et cosmétique haut de gamme.
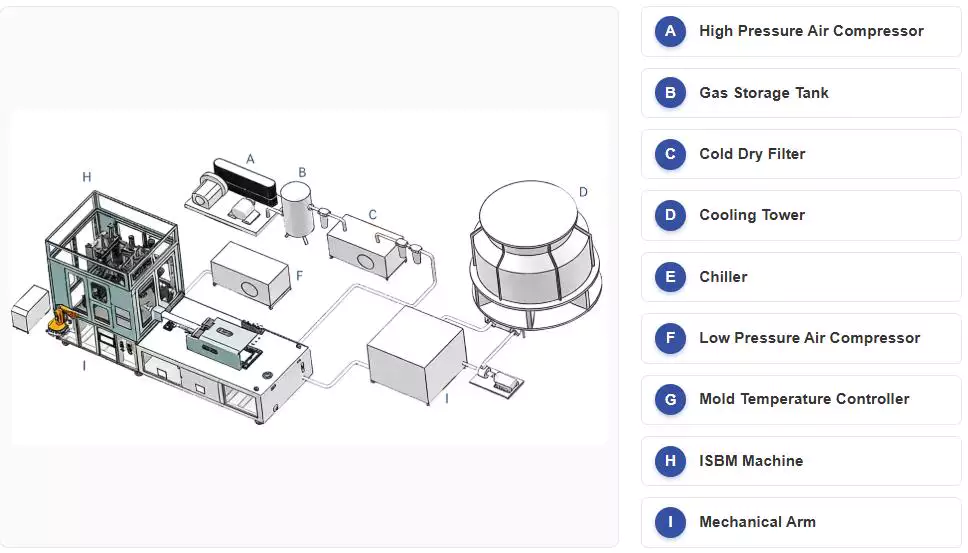
Équipements auxiliaires connexes
Pour fonctionner de manière véritablement efficace Moulage par injection-soufflage en une étape En matière de production, la qualité de votre air comprimé est primordiale. Une contamination par de l'huile dans l'air de soufflage peut ruiner un lot entier de flacons cosmétiques transparents.
Nous fournissons et intégrons des systèmes haute performance Compresseurs d'air sans huile Conçus spécifiquement pour répondre aux exigences de pression de soufflage (3,0 – 3,5 MPa) de nos machines, ces filtres garantissent la pureté chimique et l'aspect impeccable de vos bocaux à parois épaisses.
Prêt à sublimer vos emballages cosmétiques ?
Ne laissez pas la cristallisation et l'excentricité nuire à l'image de votre marque. Faites appel à des experts qui maîtrisent la physique du moulage à parois épaisses.
Obtenez votre devis personnalisé pour une solution ISBM
Contactez Ever-Power dès aujourd'hui pour une consultation technique et une analyse du retour sur investissement.
























