1. Ingénierie de la précision stérile : le passage à la fabrication de produits stériles en une seule étape dans l'industrie pharmaceutique
Au cours de mes 20 années d'expérience en ingénierie dans le secteur de l'emballage médical, j'ai constaté une transformation majeure. L'époque où l'on se contentait du moulage par extrusion-soufflage basique pour les solutions ophtalmiques haut de gamme est révolue. Pourquoi ? Parce que l'industrie pharmaceutique moderne exige des tolérances plus strictes, des niveaux d'assurance de stérilité (NAS) plus élevés et une absence totale de particules.
Pour les flacons de collyre (flacons ophtalmiques), en particulier ceux de 5 à 15 ml, les défis sont microscopiques mais considérables. Les procédés traditionnels en deux étapes ou les méthodes d'extrusion rencontrent souvent des difficultés avec finition de précision du mancheUne fuite dans un flacon de collyre n'est pas seulement un défaut de fabrication ; c'est une rupture de stérilité pouvant entraîner le rappel d'un lot entier. De plus, les projections générées lors de l'extrusion créent des risques de contamination particulaire inacceptables en salle blanche.
C'est là que le Machine de moulage par soufflage en une étape La technologie ISBM révolutionne le secteur. En intégrant l'injection de la préforme et le soufflage du flacon dans un cycle unique, clos et à température contrôlée, nous éliminons toute intervention humaine et toute contamination environnementale. Pour les géants pharmaceutiques, il ne s'agit pas simplement d'une machine ; c'est une stratégie de conformité.
2. Pourquoi l'emballage ophtalmique nécessite un ISBM en une seule étape
L'anatomie d'un flacon de collyre est trompeuse. Elle paraît simple, mais l'interaction entre le goulot du flacon, l'embout compte-gouttes et le bouchon de sécurité est une véritable prouesse d'ingénierie. La tolérance admise est souvent inférieure à ±0,05 mm.
- Col moulé par injection : Contrairement à l'extrusion, le procédé ISBM injecte le col. Ceci garantit une précision dimensionnelle parfaite à chaque injection, tant au niveau du filetage initial que de la bague de verrouillage du capuchon et du diamètre intérieur du bouchon. Aucun alésage ni ébarbage n'est nécessaire.
- Pas de rebroyage/flash : Le procédé ISBM en une étape est un procédé zéro déchet. Il n'y a pas de bavures à ébarber, ce qui signifie aucune particule de poussière en suspension dans votre salle blanche ISO 7.
- Polyvalence des matériaux : Bien que le LDPE soit couramment utilisé pour sa souplesse, les formulations modernes sans conservateurs utilisent souvent des qualités spéciales de PP ou de PET pour de meilleures propriétés de barrière. Machine à bouteilles ISBM Il gère ces situations avec aisance.
3. Besoins pharmaceutiques fondamentaux vs. Adéquation technologique en constante évolution
| Point sensible pharmaceutique | Solution ISBM toujours performante | Résultat technique |
|---|---|---|
| Risque de contamination Fuites d'huile hydraulique dans les salles blanches. |
Série entièrement électrique (VE) Zone de moulage sans huile, à servocommande. |
Conforme aux exigences des BPF et de la norme ISO classe 7/8. Aucune contamination par l'huile. |
| Régularité du dosage Force de compression irrégulière. |
Contrôle de la micro-injection Contrôle précis de la position des vis. |
Écart d'épaisseur de paroi < 0,03 mm, assurant une taille de goutte constante. |
| Intégrité du sceau Fuites des bouchons pendant le transport. |
Injection directe au niveau du cou Filetages moulés haute pression. |
Compatibilité parfaite avec les bouchons et capuchons de compte-gouttes. |
| Efficacité des petits lots Coûts de changement élevés pour les petits flacons. |
Conception compacte à 3 stations Structure HGY50-V3. |
Cycles plus rapides pour les petits flacons (5-15 ml) et changements de moules plus rapides. |
4. Applications typiques des sous-segments
Le marché ophtalmique est diversifié. Nos machines produisent actuellement :
Flacons de collyre standard
Flacons de 5 ml, 10 ml et 15 ml en PEBD ou PP. L'accent est mis sur la compressibilité et la mémoire de forme (retour à la forme initiale).
Systèmes sans conservateur (PF)
Flacons rigides complexes (souvent en PP ou PET) conçus pour contenir des pompes multidoses sans conservateur (systèmes OSD). Ces flacons nécessitent une précision extrême au niveau du col pour maintenir le mécanisme de la pompe.
Flacons de solution pour lentilles de contact
Flacons de voyage de 10 à 20 ml nécessitant une transparence élevée (PET) pour afficher la clarté du liquide.

5. Solution à puissance constante : L'avantage HGY50-V3-EV
Pour le secteur ophtalmique, nous ne recommandons pas une machine standard. Nous recommandons… HGY50-V3-EV (Servo complet)C’est la solution idéale pour les petits contenants pharmaceutiques.
Pourquoi le HGY50-V3-EV ?
- Entraînement servo complet (Le facteur « VE ») : En salle blanche, l'huile hydraulique est à proscrire. Notre série EV utilise des servomoteurs pour le serrage, l'injection et l'étirage des moules. Ceci élimine tout risque de fuite d'huile susceptible de contaminer le champ stérile, condition indispensable au respect des BPF.
- Contrôle du microgramme : Les flacons de collyre sont minuscules. Une variation de poids de 0,1 g influe sur la sensation à la pression. Notre système d'injection servo-commandé contrôle la position de la vis au micromètre près, garantissant ainsi une sensation identique pour chaque flacon en main.
- Efficacité compacte à 3 stations : Les petites bouteilles refroidissent rapidement. Elles ne nécessitent pas le temps de conditionnement de la 4e station requis pour les bocaux lourds. La conception à 3 stations (Injection-Soufflage-Éjection) minimise l'encombrement de la machine dans les salles blanches coûteuses et optimise le temps de cycle pour les petits volumes.
6. Flux de processus : Le cycle stérile à 3 stations
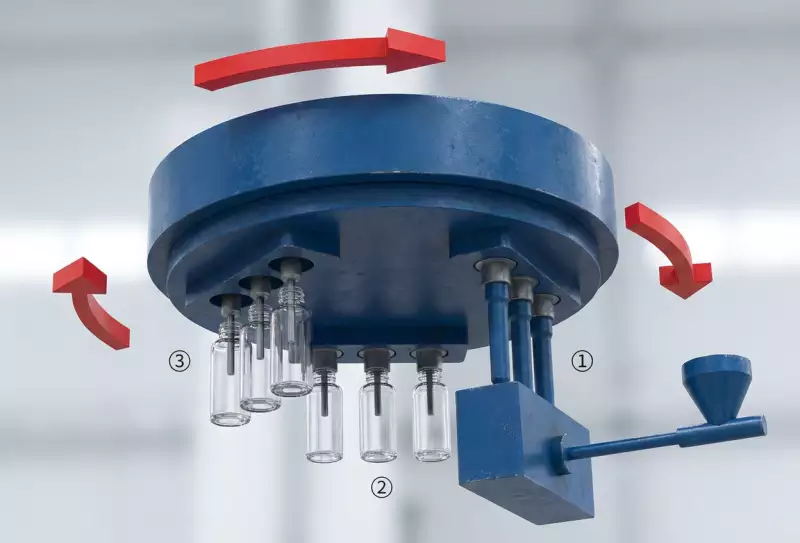
1. Micro-injection
La résine est fondue puis injectée dans une cavité de haute précision. La finition du manche est alors entièrement formée et refroidie.
2. Étirer et souffler
La préforme est indexée à 120°. Une tige servo l'étire axialement tandis que de l'air propre la souffle radialement pour lui donner sa forme.
3. Éjection automatisée
La bouteille finie est décapée et transférée sur le convoyeur, prête pour le test d'étanchéité en ligne.
7. Notes de terrain de l'ingénieur : Cas de réussite à l'échelle mondiale
[Allemagne] Flacon pompe sans conservateurDéfi: Le client avait besoin d'une bouteille rigide en polypropylène avec une tolérance extrêmement faible au niveau du col (±0,03 mm) pour s'adapter à une pompe airless brevetée. Le procédé d'extrusion-soufflage a échoué aux tests d'étanchéité.
Solution: HGY50-V3-EV avec moule à haute cavitation.
Résultat: Taux de fuite 0%. Le col moulé par injection assurait une étanchéité parfaite pour la pompe à enclenchement.
Fabricant de collyres génériques [États-Unis]Défi: Remplacement des flacons compte-gouttes en verre par des flacons en PET afin de réduire le poids et la casse lors du transport.
Solution: Machine de moulage par injection-soufflage en une étape (ISBM) utilise un PET de qualité médicale.
Résultat: Réduction de poids 80%. Conforme à la norme USP pour les contenants.
[Inde] CMO à haut volumeDéfi: Production de 10 millions d'unités/mois de flacons en PEBD de 5 ml dans une salle blanche ISO 7.
Solution: Plusieurs unités HGY50-V3-EV. Leur conception sans huile a permis de réduire considérablement la charge de filtration en salle blanche.
Résultat: Respect des exigences d'audit de la FDA, sans aucune observation concernant l'hygiène des machines.
[Brésil] Ophtalmologie vétérinaireDéfi: Coût élevé des flacons importés en deux étapes.
Solution: Production interne utilisant Ever-power ISBM.
Résultat: Retour sur investissement réalisé en 9 mois grâce aux économies réalisées sur les matériaux et à l'élimination des contraintes logistiques.
[Japon] Soins premium pour lentilles de contactDéfi: Les rayures superficielles sur les bouteilles ont été jugées de « qualité inacceptable » pour le marché japonais.
Solution: Le procédé en une seule étape élimine le polissage des préformes (rayures).
Résultat: Une qualité cosmétique « semblable à celle du verre » obtenue dans le plastique.
8. Analyse de la valeur : retour sur investissement de la production interne
Passer de l'achat de bouteilles à leur fabrication avec Ever-power Équipement de moulage par soufflage en une étape génère des rendements importants, généralement dans un délai de 12 à 18 mois.

- Coût des matériaux vs. coût de la bouteille : La résine brute est nettement moins chère que l'achat de flacons stériles finis. Les économies réalisées dépassent souvent 40%.
- Réduction des stocks : Production à la demande. Plus besoin de stocker des millions de bouteilles vides (de l'air) dans des entrepôts coûteux.
- Garantie de stérilité : En moulant et en remplissant dans la même installation (ou en ligne), vous réduisez la chaîne de risques liés à la charge biologique.
10. Verdict : Collyres en une étape ou en deux étapes
| Fonctionnalité | Ever-power One-Step (ISBM) | Procédé traditionnel en deux étapes / extrusion |
|---|---|---|
| Précision du cou | Parfait (moulé par injection) | Variable (calibré/ajusté) |
| Hygiène/Propreté | Haute (cycle stérile) | Risque (poussière de stockage/de découpe) |
| Flash/Débris | Zéro | Élevée (Queues/bobines d'extrusion) |
| Besoins en espace | Compact (1 machine) | Grand (Souffleur d'injection + de réchauffage) |
| efficacité énergétique | Élevé (Conserve la chaleur) | Basse température (réchauffage à partir de froid) |
11. Conformité réglementaire mondiale et sécurité
Nous savons que dans l'industrie pharmaceutique, la conformité est essentielle. Les machines Ever-power sont conçues pour faciliter votre processus de validation :
- Prêt pour la salle blanche : Compatible avec les environnements ISO 7 (classe 10 000) et ISO 8 (classe 100 000). Boîtier en acier inoxydable disponible.
- Traçabilité des matériaux : Toutes les pièces en contact avec la résine sont en acier inoxydable SS316L ou certifiées de qualité alimentaire, ce qui assure la conformité à la norme FDA 21 CFR.
- Assistance DQ/IQ/OQ/PQ : Nous fournissons des dossiers de documentation complets pour aider votre équipe d'ingénierie à valider la machine sur site.
12. Comparaison des marques : Ever-power contre les leaders du marché
Nous respectons les pionniers japonais (ASB, Aoki). Cependant, Ever-power offre un avantage stratégique aux fabricants pharmaceutiques agiles :
| Technologie | Architecture compatible 3/4 stations. Conception servo éprouvée. |
| Efficacité en matière de coûts | 30-40% Dépenses d'investissement réduites en prévoyant des investissements de redondance (acheter 2 machines pour le prix d'une machine concurrente afin de garantir la disponibilité). |
| Délai de mise en œuvre | Déploiement rapide (3-4 mois) contre une moyenne sectorielle de 9 à 12 mois. |
*Avertissement : Les marques déposées appartiennent à leurs propriétaires respectifs. Comparaison à titre de référence technique uniquement.
13. FAQ : Réponses d’experts aux acheteurs de produits pharmaceutiques
Puis-je produire directement des flacons stériles ?
Le procédé de moulage impliquant une forte chaleur (pour stériliser le plastique fondu), l'environnement de la machine doit être contrôlé. Nos machines sont conçues pour fonctionner sous des hottes à flux laminaire (LAF) afin de garantir la stérilité au point d'éjection.
Quelle est la plus petite bouteille que je puisse fabriquer ?
Nous produisons régulièrement des flacons de collyre de 3 ml et 5 ml. Le modèle HGY50-V3-EV est optimisé pour ces petits dosages.
Puis-je utiliser du PP de qualité médicale ?
Oui. Le polypropylène (PP) est couramment utilisé pour les flacons de gouttes ophtalmiques souples. Nos vis sont conçues pour résister aux contraintes de cisaillement du PP médical sans se dégrader.
La machine est-elle sans huile ?
Notre série « EV » est entièrement électrique dans la zone de moulage, éliminant ainsi les fuites d’huile hydraulique. Certains mouvements auxiliaires peuvent utiliser un système pneumatique fermé, mais le risque de contamination par l’huile est supprimé.
Prenez-vous en charge la validation IQ/OQ ?
Oui, nous fournissons la documentation technique nécessaire et une assistance sur site pour aider votre équipe d'assurance qualité à réaliser les protocoles de validation.
Combien de cavités contient un flacon de 10 ml ?
En fonction du diamètre du flacon, nous utilisons généralement de 4 à 8 cavités pour les flacons de 10 ml sur la plateforme HGY50, garantissant un rendement élevé.
Puis-je utiliser des matériaux recyclés ?
Pour les applications pharmaceutiques, la matière première vierge est la norme. Cependant, la machine peut Utilisez du rPET si votre organisme de réglementation l'autorise pour votre application spécifique.
Comment garantir l'uniformité de l'épaisseur des parois ?
La tige centrale garantit les dimensions internes, tandis que le moule définit les dimensions externes. La phase d’étirage du procédé ISBM aligne les molécules, ce qui permet d’obtenir une épaisseur plus uniforme que par extrusion-soufflage.
14. Compagnon essentiel : Compresseurs d’air sans huile de classe 0
Dans le domaine pharmaceutique Machine de moulage par injection-soufflage (une étape) Lors des opérations de remplissage, l'air comprimé entre en contact avec l'intérieur de chaque flacon. Ce dernier doit être stérile et absolument exempt d'huile.
Nous fournissons des solutions intégrées Compresseurs d'air haute pression sans huile de classe 0 Conçu pour répondre aux normes ISO 8573-1. Assurez-vous que la qualité de votre air soit à la hauteur de la qualité de votre moulage.
Sécurisez votre chaîne d'approvisionnement avec la précision Ever-Power
Ne faites aucun compromis sur la stérilité ni la précision. Faites appel aux experts en technologie ISBM pharmaceutique.
Demandez votre consultation pour votre projet pharmaceutique

























