विवरण
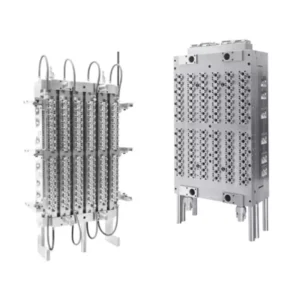
ASB-12M 15ml 1×6 कैविटी के लिए समर्पित इजेक्ट कोर फिक्सिंग प्लेट के साथ मोल्ड कोर कंपोनेंट।
इजेक्शन काइनेमेटिक बाइंडिंग को खत्म करें और पूर्ण कोर स्थिरता सुनिश्चित करें। 100% ड्रॉप-इन OEM रिप्लेसमेंट के लिए डिज़ाइन किया गया, यह रखरखाव के समय को काफी कम करता है और मोल्ड के जीवनकाल को बढ़ाता है।
शीर्ष स्तरीय प्रणालियों के साथ सहजता से एकीकृत होना आईएसबीएम टूलिंग वैश्विक स्तर पर प्रणालियाँ।
उत्पाद की मुख्य विशिष्टताओं का त्वरित संदर्भ
उत्पादन प्रबंधकों और रखरखाव इंजीनियरों के लिए जिन्हें तत्काल सत्यापन की आवश्यकता है, नीचे ASB-12M इजेक्ट कोर फिक्सिंग प्लेट (भाग संख्या 83) के महत्वपूर्ण इंजीनियरिंग पैरामीटर दिए गए हैं। यह घटक विशेष रूप से 1-स्टेप इंजेक्शन स्ट्रेच ब्लो मोल्डिंग प्रक्रिया की कठोर आवश्यकताओं के लिए डिज़ाइन किया गया है।
मोल्ड के चित्र देखने के लिए क्लिक करें।
उत्पाद का गहन विवरण और इंजीनियरिंग विश्लेषण
3.1 एएसबी-12एम के भीतर घटक कार्य और गतिकी महत्व
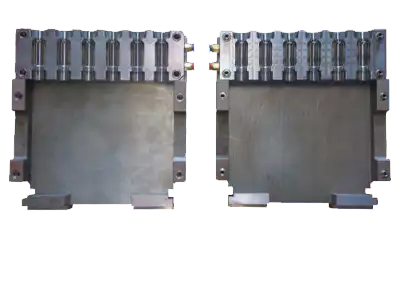
सिंगल-स्टेज इंजेक्शन स्ट्रेच ब्लो मोल्डिंग प्रणाली में, इजेक्शन स्टेशन उत्पादन चक्र का महत्वपूर्ण अंतिम चरण होता है। कोर फिक्सिंग प्लेट को बाहर निकालें (भाग संख्या 83) यह प्लेट संपूर्ण कोर इजेक्शन असेंबली के लिए मूलभूत और मजबूत आधार का काम करती है। 15 मिलीलीटर के कंटेनर के लिए 1×6 कैविटी लेआउट का उपयोग करने से स्वाभाविक रूप से महत्वपूर्ण यांत्रिक तनाव एक छोटे से ज्यामितीय आकार (275x75x40 मिमी) में केंद्रित हो जाता है। इस प्लेट का कार्य मशीन के इजेक्शन हाइड्रोलिक्स या न्यूमेटिक्स द्वारा लगाए गए चक्रीय, उच्च-प्रभाव वाले गतिज बलों के विरुद्ध पूर्ण समतलीय कठोरता बनाए रखना है।
आधारशिला के रूप में, यह प्लेट इजेक्शन कोर की सटीक और समन्वित गति सुनिश्चित करती है। यह सीधे तौर पर तैयार 15 मिलीलीटर की बोतलों की आयामी स्थिरता और सुगम डीमोल्डिंग को निर्धारित करती है। यदि भार के कारण इस प्लेट में सूक्ष्म विचलन (झुकना) भी होता है, तो परिणामस्वरूप कोणीय असंतुलन तुरंत इजेक्टर पिन और कोर रॉड में स्थानांतरित हो जाता है। यह सूक्ष्म असंतुलन गतिज अवरोध का कारण बनता है—एक विनाशकारी स्थिति जिसमें धातु धातु से रगड़ खाती है, जिससे इजेक्टर स्लीव का समय से पहले घिसाव, कोर का खिसकना और अंततः प्राथमिक मोल्ड घटकों को गंभीर क्षति होती है।
प्रमुख परिचालन संबंधी समस्याओं का समाधान करना
खराब, विकृत या मानक विचलन वाली मूल फिक्सिंग प्लेट को हमारी सटीक इंजीनियरिंग से निर्मित प्लेट से बदलने पर इजेक्शन संबंधी आम समस्याएं प्रभावी रूप से दूर हो जाती हैं। यह अतुल्यकालिक इजेक्शन (जहां बोतलें 1×6 सरणी के एक तरफ अटक जाती हैं) की समस्या का समाधान करता है, इजेक्शन के दौरान घर्षण से होने वाले कंपन को समाप्त करता है, और पिन के स्थानीय दबाव के कारण प्रीफॉर्म/बोतल के आधार पर तनाव-सफेदी के जोखिम को कम करता है। पूर्ण समतल संरेखण को बहाल करके, आप अपने $50,000+ प्राथमिक मोल्ड स्टैक की संरचनात्मक अखंडता को सुरक्षित रखते हैं, जिससे आप पीईटी बोतल चक्र समय को निर्बाध रूप से कम करने में सक्षम होते हैं।
3.2 धातुकर्म संबंधी श्रेष्ठता और सटीक मशीनिंग कार्यप्रवाह
सामग्री का चयन और घटाव आधारित विनिर्माण प्रक्रियाओं की सटीकता ही इजेक्ट कोर फिक्सिंग प्लेट के जीवनकाल को निर्धारित करती है। कॉस्मेटिक घटकों के विपरीत, यह प्लेट एक अत्यधिक तनावग्रस्त संरचनात्मक भाग है जो तीव्र तापीय चक्रण और तीव्र यांत्रिक झटकों वाले वातावरण में कार्य करती है।
पदार्थ विज्ञान अनुप्रयोग: उच्च श्रेणी का S45C कार्बन स्टील
इस विशिष्ट घटक के लिए हम केवल प्रीमियम, प्रमाणित S45C मीडियम कार्बन स्टील का उपयोग करते हैं। S45C (AISI 1045 के समतुल्य) को 0.42% से 0.48% तक कार्बन सामग्री के साथ तैयार किया जाता है। यह विशिष्ट धातुकर्म प्रोफ़ाइल तन्यता शक्ति, उच्च प्रत्यास्थता मापांक (कठोरता) और उत्कृष्ट मशीनेबिलिटी का असाधारण संतुलन प्रदान करती है। मशीनिंग से पहले आंतरिक अवशिष्ट तनावों को दूर करने के लिए स्टील को कठोर नॉर्मलाइज़िंग और टेम्परिंग ताप उपचार प्रक्रिया से गुज़ारा जाता है। यह सुनिश्चित करता है कि 275x75x40 मिमी का ब्लॉक ASB-12M प्लेटन क्षेत्र के परिचालन तापमान के संपर्क में आने पर मुड़ेगा या विकृत नहीं होगा। इसकी उच्च संरचनात्मक कठोरता तीव्र इजेक्शन स्ट्रोक के दौरान उत्पन्न होने वाले हार्मोनिक कंपन को प्रभावी ढंग से कम करती है, जिससे 15 मिलीलीटर की नाजुक कैविटी ज्यामिति सुरक्षित रहती है।
उन्नत सीएनसी मशीनिंग और ज्यामितीय सहनशीलता
निर्माण कार्य 5-एक्सिस डीएमजी मोरी सीएनसी मशीनिंग सेंटरों पर किया जाता है ताकि सभी महत्वपूर्ण विशेषताओं को एक ही सेटअप में काटा जा सके और डेटम शिफ्टिंग त्रुटियों को समाप्त किया जा सके। हम मूल ओईएम ब्लूप्रिंट टॉलरेंस का कड़ाई से पालन करते हैं। सभी प्राथमिक मिलान सतहों को सटीक सतह ग्राइंडिंग से गुजारा जाता है ताकि 0.02 मिमी से कम की समतलता और समानांतरता टॉलरेंस तथा Ra 0.8 की सतह खुरदरापन प्राप्त हो सके। महत्वपूर्ण एम8 थ्रेडेड माउंटिंग होल और डॉवेल पिन अलाइनमेंट बोर को कठोर स्थितिगत टॉलरेंस के अधीन किया जाता है, जो वास्तविक स्थिति से +/- 0.02 मिमी के भीतर होने की गारंटी देता है। इसके अलावा, सभी गैर-कार्यात्मक नुकीले किनारों को C1.5 से C2.0 चैम्फर के साथ सावधानीपूर्वक संसाधित किया जाता है ताकि तनाव वृद्धि को समाप्त किया जा सके और आपके रखरखाव तकनीशियनों द्वारा सुरक्षित, बिना किसी रुकावट के स्थापना सुनिश्चित की जा सके।

3.3 व्यापक तकनीकी डेटा और विशिष्टताएँ
निम्नलिखित तालिका महत्वपूर्ण ब्लूप्रिंट डेटा को सत्यापन योग्य मापदंडों में अनुवादित करती है ताकि आपकी इंजीनियरिंग टीम मौजूदा P2504-A068 श्रृंखला टूलिंग के साथ उनका मिलान कर सके।
| इंजीनियरिंग पैरामीटर | विनिर्देश मान | तकनीकी नोट्स / ब्लूप्रिंट संदर्भ। |
|---|---|---|
| कुल लंबाई (L) | 275 मिमी | सहनशीलता +0.00 / -0.05 मिमी |
| कुल चौड़ाई (W) | 75 मिमी | सहनशीलता +0.00 / -0.05 मिमी |
| कुल मोटाई (ऊंचाई) | 40 मिमी | परिशुद्धता सतह ग्राउंड समानांतर |
| सामग्री ग्रेड | S45C कार्बन स्टील | सामान्यीकृत और तनावमुक्त |
| फास्टनिंग इंटरफ़ेस | M8 x 1.25 (एकाधिक) | थ्रेड क्लास 6H, चैम्फर्ड एंट्री |
| संरेखण विशेषताएँ | परिशुद्ध डॉवेल बोर | सटीक स्थान लॉकिंग के लिए H7 टॉलरेंस |
| सतह की कठोरता | एचआरसी 15 – 20 (आधार) | मजबूती और दरार-रोधी गुणों के लिए अनुकूलित। |
| अनुमानित द्रव्यमान | लगभग 6.45 किलोग्राम | ठोस बिलेट निर्माण |
4. पूर्ण अनुकूलता और सिस्टम विनिमेयता
100% डायरेक्ट OEM रिप्लेसमेंट गारंटी
यह इजेक्ट कोर फिक्सिंग प्लेट (पार्ट नंबर 83) मूल P2504-A068 सीरीज़ के इंजीनियरिंग ड्राइंग के अनुसार बनाई गई है। हम ASB-12M इंजेक्शन मोल्ड असेंबली के साथ 100% आयामी, ज्यामितीय और कार्यात्मक अनुकूलता की गारंटी देते हैं। यह एक डायरेक्ट, प्लग-एंड-प्ले असेंबली के रूप में काम करती है। एएसबी मोल्ड प्रतिस्थापन यह एक घटक है। स्थापना के दौरान किसी भी प्रकार की स्थानीय ग्राइंडिंग, शिमिंग या मशीन प्लेटन संशोधन की आवश्यकता नहीं होती है।
लागू उपकरण श्रृंखला
इसे विशेष रूप से 1×6 कैविटेशन लेआउट के भीतर काम करने वाली 15ml बोतल के लिए डिज़ाइन किया गया है। इसकी विशिष्ट 275mm लंबाई 6-कैविटी लीनियर ऐरे की सटीक पिच को कवर करती है, जिससे सभी छह स्टेशनों पर एक समान इजेक्शन प्रेशर वितरण सुनिश्चित होता है। यह बाहरी कैविटी पर कोर पिन के विक्षेपण को रोकने के लिए महत्वपूर्ण है।
संबंधित सिस्टम घटक
इजेक्ट कोर फिक्सिंग प्लेट बदलते समय, हमारे इंजीनियरिंग विभाग द्वारा संबंधित मोल्ड ट्रेन घटकों का एक साथ निरीक्षण करने की पुरजोर सलाह दी जाती है। हम स्ट्रेच रॉड कवर प्लेट, इजेक्टर स्ट्रिपर प्लेट और प्राथमिक कूलिंग ब्लॉक (विशेष रूप से बेहतर हीट ट्रांसफर के लिए ORRC PLAST सामग्री का उपयोग करने वाले) की अखंडता का मूल्यांकन करने का सुझाव देते हैं। संपूर्ण इजेक्टर सब-असेंबली के निर्धारित सीमा के भीतर होने से सबसे स्थिर उत्पादन वातावरण सुनिश्चित होता है। हम ASB-12M स्पेयर पार्ट्स के पूरे सेट उपलब्ध कराते हैं। आओकी संगत उपकरण मशीन के समग्र रखरखाव के लिए।
5. कठोर गुणवत्ता आश्वासन और मापन प्रोटोकॉल
वैश्विक स्तर की शीर्ष पैकेजिंग कंपनियों को ब्लो मोल्डिंग मरम्मत पुर्जे सप्लाई करने के लिए दोषमुक्त होना अनिवार्य है। हमारी गुणवत्ता नियंत्रण प्रणाली यह सुनिश्चित करती है कि प्रत्येक प्लेट सीएडी डेटा का सटीक प्रतिरूप हो।
- 1. पूर्ण रेखाचित्र अनुरेखणीयता
प्रत्येक निर्मित फिक्सिंग प्लेट पर लेजर द्वारा एक अद्वितीय सीरियल नंबर अंकित किया जाता है जो इसे विशिष्ट ब्लूप्रिंट संशोधन (जैसे, फ़ाइल 1-1, भाग 83) से स्थायी रूप से जोड़ता है। यह संपूर्ण जीवनचक्र ट्रैसेबिलिटी सुनिश्चित करता है और भविष्य में पुनः ऑर्डर करने की प्रक्रिया को सरल बनाता है। - 2. प्रमाणित सामग्री उत्पत्ति (मिल प्रमाणपत्र)
हम अप्रमाणित सामान्य स्टील का उपयोग नहीं करते हैं। S45C कार्बन स्टील ब्लॉक के साथ एक सत्यापित मिल टेस्ट प्रमाणपत्र आता है जो रासायनिक संरचना (कार्बन, मैंगनीज, सिलिकॉन की सीमाएँ) और यांत्रिक उपज गुणों को प्रमाणित करता है। - 3. सीएमएम मेट्रोलॉजी रिपोर्ट
सीएनसी प्रोसेसिंग के बाद, प्लेट को तापमान-नियंत्रित मेट्रोलॉजी प्रयोगशाला में भेजा जाता है। ज़ीस कोऑर्डिनेट मेज़रिंग मशीन (सीएमएम) का उपयोग करके, हम महत्वपूर्ण माउंटिंग होल की वास्तविक स्थिति, डॉवेल पिन होल के व्यास और समग्र समतलता की जांच करते हैं। केवल +/- 0.02 मिमी से 0.05 मिमी की निर्धारित सीमा के भीतर आने वाली प्लेटों को ही स्वीकृत किया जाता है। - 4. शून्य जोखिम गारंटी और वारंटी
हम अपनी इंजीनियरिंग पर पूरी तरह से भरोसा करते हैं। इस कंपोनेंट के लिए फिटमेंट की सख्त गारंटी है—यदि इसके आयाम आपके ASB-12M 15ml 1×6 टूल से पूरी तरह मेल नहीं खाते हैं, तो आपको पूरा रिफंड मिलेगा। इसके अलावा, हम मानक परिचालन मापदंडों के तहत संरचनात्मक दरारों या विनिर्माण दोषों के खिलाफ 12 महीने या 15 लाख परिचालन चक्रों तक की विस्तारित वारंटी प्रदान करते हैं।
इंजीनियरिंग उत्कृष्टता के प्रति हमारी प्रतिबद्धता के बारे में अधिक जानने के लिए, समीक्षा करें हमारी कंपनी की विनिर्माण नीति और विशेषज्ञता.

6. अनुप्रयोग परिदृश्य, उच्च rPET मांगें और निवारक रखरखाव
प्रतिस्थापन कब अनिवार्य है?
- दृश्य निरीक्षण से माउंटिंग सतहों पर गहरे खरोंच, निशान या घिसावट के निशान दिखाई देते हैं।
- 15 मिलीलीटर की बोतलों में एकतरफा दीवार की मोटाई में भिन्नता या बेस गेट में खिंचाव दिखाई देने लगता है, जो ऑफ-सेंटर प्रीफॉर्म इजेक्शन का संकेत देता है।
- मशीन के सर्वो या हाइड्रोलिक इजेक्शन लोड मॉनिटर में अप्रत्याशित उतार-चढ़ाव दिखाई देते हैं, जो कोर असेंबली में गतिज अवरोध का संकेत देते हैं।
- इंजेक्शन लगाने के दौरान अपर्याप्त क्लोजिंग अलाइनमेंट के कारण प्रीफॉर्म नेक रिंग क्षेत्र के आसपास एक स्पष्ट फ्लैश दिखाई दे रहा है।
उच्च rPET चुनौती
जैसे-जैसे उद्योग स्थिरता की ओर बढ़ रहा है, उच्च rPET (पुनर्चक्रित PET) अनुपात वाले ब्लो मोल्ड का उपयोग करना मानक बन गया है। rPET मिश्रण अक्सर शुद्ध राल की तुलना में अलग-अलग संकुचन और चिपचिपाहट दिखाते हैं, जिसके कारण प्रीफॉर्म को कोर से अलग करने के लिए अधिक बल की आवश्यकता होती है। इससे इजेक्ट कोर फिक्सिंग प्लेट पर भार बढ़ जाता है। हमारी सटीक और अटूट S45C प्लेट का उपयोग करने से यह सुनिश्चित होता है कि आपके उपकरण 50% से 100% rPET पर काम करते समय उत्पन्न होने वाले बढ़े हुए यांत्रिक दबाव को बिना मुड़े या जाम हुए सहन कर सकते हैं।
विशेषज्ञ स्थापना एवं निवारक रखरखाव (पीएम) प्रोटोकॉल
पार्ट नंबर 83 के जीवन चक्र को अधिकतम करने के लिए, निम्नलिखित स्थापना मापदंडों का सख्ती से पालन करें:
- सतह तैयार करना: ASB-12M प्लेटन इंटरफ़ेस और फिक्सिंग प्लेट की मिलान सतहों को अवशेष-मुक्त औद्योगिक विलायक का उपयोग करके अच्छी तरह से साफ करें। कार्बनयुक्त राल या धूल का 0.05 मिमी का एक छोटा सा कण भी प्लेट को समानांतर स्थिति से बाहर कर सकता है।
- पूर्व-चिकनाई: समय के साथ होने वाले घिसाव को रोकने के लिए डॉवेल पिन और एम8 थ्रेडेड छेदों पर अत्यधिक दबाव (ईपी) कॉपर एंटी-सीज़ कंपाउंड या उच्च तापमान वाले लिथियम ग्रीस की एक सूक्ष्म परत लगाएं।
- टॉर्क अनुक्रम: सभी M8 फास्टनर ढीले डालें। कैलिब्रेटेड टॉर्क रिंच का उपयोग करें और बोल्ट को तीन चरणों में एक सख्त क्रॉस-डायगोनल (स्टार) पैटर्न में कसें, ताकि फ़ैक्टरी द्वारा निर्दिष्ट अंतिम टॉर्क सेटिंग तक पहुंचा जा सके। इससे स्थानीय तनाव सांद्रता को रोका जा सकता है और एक समान समतल सीटिंग सुनिश्चित होती है।
- नियमित पीएम: इस प्लेट को अपनी 500,000-साइकिल पीएम चेकलिस्ट में शामिल करें। सुनिश्चित करें कि टॉर्क विनिर्देश सही हैं और डायल इंडिकेटर का उपयोग करके मशीन के टाई बार में किसी भी प्रकार की समानांतरता में कमी की जांच करें, जो मशीन की समग्र यांत्रिक समस्याओं का संकेत हो सकती है।
7. तकनीकी संबंधी अक्सर पूछे जाने वाले प्रश्न: ASB-12M इजेक्शन सिस्टम
अपने कोर असेंबली को सुरक्षित करें। उत्पादन में होने वाली रुकावट को कम से कम करें।
ASB-12M इजेक्ट कोर फिक्सिंग प्लेट (भाग 83) एक महत्वपूर्ण और अत्यधिक घिसाव वाला घटक है। आपूर्ति श्रृंखला पर बढ़ती पाबंदियों के बीच, सटीक प्रतिस्थापन उपकरणों का ऑनसाइट स्टॉक बनाए रखना, उत्पादन लाइन में होने वाली भीषण रुकावटों से बचाव का सबसे प्रभावी उपाय है। सीमित मात्रा में स्टॉक उपलब्ध है।
✔ S45C सामग्री प्रमाणन शामिल है
✔ वैश्विक स्तर पर त्वरित शिपिंग