1. अपरंपरागत इंजीनियरिंग: जटिल कॉस्मेटिक शीशियों की चुनौती
पॉलिमर प्रसंस्करण उद्योग में 20 वर्षों के फील्ड इंजीनियरिंग अनुभव के दौरान, मैंने लक्जरी पैकेजिंग बाजार में एक निर्णायक बदलाव देखा है। ब्रांड अब मानक बेलनाकार बोतलों से संतुष्ट नहीं हैं। सेफोरा या ड्यूटी-फ्री दुकानों की भीड़ भरी अलमारियों में अपनी अलग पहचान बनाने के लिए, डिजाइनर नए दृष्टिकोण अपना रहे हैं। वर्ग, त्रिभुज, बहुभुज और विलक्षण (केंद्र से हटकर) गर्दनेंहालांकि ये डिजाइन देखने में आकर्षक हैं, लेकिन ये विनिर्माण के लिहाज से एक महत्वपूर्ण चुनौती पेश करते हैं, खासकर पीईटी और पीसीटीजी सामग्रियों के लिए।
किसी गोल आकार की बोतल (जैसे कि चौकोर इत्र की बोतल) को ढालने में सबसे बड़ी समस्या सामग्री के वितरण की होती है। पारंपरिक प्रक्रिया में, प्लास्टिक पहले सपाट किनारों पर फैलता है और फिर कोनों पर। सटीक हस्तक्षेप के बिना, इससे किनारों पर "डॉग-बोनिंग" (मोटे किनारे, पतले कोने) या तनाव के कारण सफेदी (धुंधलापन) जैसी समस्या उत्पन्न हो जाती है। मानक टू-स्टेप रीहीट मशीनें इस मामले में विफल रहती हैं क्योंकि वे एक गोल प्रीफॉर्म पर एक समान ताप लगाती हैं, यह सोचकर कि भौतिकी इसे ठीक कर देगी। लेकिन ऐसा बहुत कम होता है।
यहीं पर वन स्टेप ब्लो मोल्डिंग मशीन (आईएसबीएम) तकनीक न केवल एक विकल्प बल्कि एक आवश्यकता बन जाती है। एक समर्पित सहित 4-स्टेशन प्रक्रिया का उपयोग करके। कंडीशनिंग स्टेशनहम प्रीफॉर्म के तापीय इतिहास को नियंत्रित कर सकते हैं। हम ब्लोइंग से पहले कोनों को गर्म और सपाट किनारों को ठंडा रख सकते हैं, जिससे सबसे जटिल ज्यामितियों में भी एकसमान दीवार की मोटाई सुनिश्चित हो सके।
2. जटिल आकृतियों के लिए एक-चरणीय आईएसबीएम तकनीक की आवश्यकता क्यों होती है?
उच्च श्रेणी के परफ्यूम और एसेंशियल ऑयल के लिए, 4-स्टेशन आईएसबीएम मशीन यह तीन महत्वपूर्ण लाभ प्रदान करता है जिनकी बराबरी रीहीट ब्लो मोल्डिंग (आरबीएम) नहीं कर सकती:
- 1. विभेदक तापन एवं कंडीशनिंग: गोल प्रीफॉर्म से वर्गाकार बोतल बनाने के लिए "वरीयतापूर्वक तापन" की आवश्यकता होती है। हमारा कंडीशनिंग स्टेशन कोर रॉड और कंडीशनिंग पॉट का उपयोग करके प्रीफॉर्म के विशिष्ट क्षेत्रों से चुनिंदा रूप से ताप जोड़ता या हटाता है। पहले यह ब्लो मोल्ड में प्रवेश करता है। इससे प्लास्टिक बिना पतला हुए कोनों में आसानी से फैल जाता है।
- 2. संकेंद्रण और गर्दन की परिशुद्धता: परफ्यूम की बोतलों में अक्सर भारी धातु के कॉलर या स्नैप-ऑन पंप लगे होते हैं, जिनमें ±0.05 मिमी की सटीकता आवश्यक होती है। आईएसबीएम में, गर्दन को इंजेक्शन मोल्डिंग द्वारा ढाला जाता है और पूरी प्रक्रिया के दौरान लिप कैविटी द्वारा स्थिर रखा जाता है। यह कभी भी मैंड्रेल से अलग नहीं होती, जिससे ऑफ-सेंट्रिक डिज़ाइनों के लिए पूर्ण संकेंद्रण सुनिश्चित होता है।
- 3. सतह की अखंडता ("क्रिस्टल जैसी चमक"): विलासिता के शौकीन उपभोक्ता प्लास्टिक से कांच जैसी चमक की उम्मीद करते हैं। दो चरणों वाली प्रक्रिया में, प्रीफॉर्म एक हॉपर में घूमते रहते हैं, जिससे उन पर सूक्ष्म खरोंचें आ जाती हैं। हमारी एक-चरणीय प्रक्रिया में, प्रीफॉर्म को बिना किसी अन्य सतह को छुए ढाला और फुलाया जाता है, जिसके परिणामस्वरूप एक बेदाग, दोषरहित फिनिश प्राप्त होती है।
3. उद्योग की मूलभूत आवश्यकताएं बनाम सर्वशक्तिशाली तकनीकी समाधान
| जटिल आकार के दर्द बिंदु | एवर-पावर आईएसबीएम तकनीकी समाधान | इंजीनियरिंग परिणाम |
|---|---|---|
| कॉर्नर थिनिंग चौकोर बोतलें कोनों से आसानी से टूट जाती हैं। |
कंडीशनिंग स्टेशन (स्टेशन 2) समतल सतहों का चयनात्मक शीतलन। |
कोनों में दीवार की मोटाई का एकसमान वितरण (>1 मिमी)। |
| ऑफ-सेंटर गर्दन खिंचाव के दौरान प्रीफॉर्म मुड़ जाते हैं (केले जैसा प्रभाव)। |
रोटरी इंडेक्सिंग टेबल सटीक सर्वो नियंत्रण। |
प्रीफॉर्म का अभिविन्यास यांत्रिक रूप से लॉक किया गया है; कोई विचलन नहीं। |
| धुंध/तनाव के कारण सफेदी मोटी दीवारें दूधिया रंग की हो जाती हैं। |
इंजेक्शन तापमान नियंत्रण एकीकृत हॉट रनर और वाल्व गेट। |
क्रिस्टल क्लियर पीईटीजी/पीसीटीजी हेवी-वॉल बोतलें। |
| मोल्ड बदलने का समय परफ्यूमरी में हाई एसकेयू मिक्स। |
त्वरित-परिवर्तन क्लैम्पिंग ऊर्ध्वाधर क्लैम्पिंग संरचना। |
लचीले उत्पादन के लिए 3 घंटे से भी कम समय में पूर्ण परिवर्तन संभव है। |

एवर-पावर मशीनों पर निर्मित बहुभुजीय और भारी तले वाली बोतलों के उदाहरण।
4. व्यक्तिगत देखभाल में विशिष्ट उप-खंड अनुप्रयोग
हमारा वन स्टेप पीईटी बोतल मशीन हमारी क्षमताएं सबसे जटिल ज्यामितीय आवश्यकताओं को पूरा करने तक फैली हुई हैं:
बहुभुजीय और ज्यामितीय शीशियाँ
विशेष प्रकार के परफ्यूम के लिए आमतौर पर षट्कोणीय, अष्टकोणीय या हीरे के आकार की बोतलें (15 मिली - 100 मिली) उपयोग की जाती हैं। इनके नुकीले किनारों के कारण होने वाली दरारों से बचने के लिए सामग्री के प्रवाह पर सटीक नियंत्रण आवश्यक होता है।
विलक्षण (केंद्र से हटकर) बोतलें
ऐसी बोतलें जिनका गर्दन शरीर की केंद्रीय धुरी के साथ संरेखित नहीं होता है। एर्गोनॉमिक स्प्रे या आधुनिक डिज़ाइन के लिए यह आवश्यक है। केवल वन-स्टेप आईएसबीएम ही इन मामलों में स्ट्रेच रॉड के ऊर्ध्वाधर संरेखण की गारंटी दे सकता है।
भारी दीवार वाला “कांच प्रतिस्थापन”
एसेंशियल ऑयल की शीशियाँ (5ml – 30ml) PCTG या PETG से बनी होती हैं, जिनकी दीवार की मोटाई 4mm तक होती है। ये शीशियाँ वजन और बनावट में कांच जैसी लगती हैं, लेकिन ई-कॉमर्स शिपिंग के लिए टूटने से सुरक्षित होती हैं।
5. एवर-पावर सॉल्यूशन की मुख्य विशेषताएं: HGY-V4 का लाभ
जटिल आकृतियों के लिए, मैं इसकी पुरजोर अनुशंसा करता हूँ। HGY-V4 सीरीज (4-स्टेशन)हालांकि हमारी 3-स्टेशन वाली मशीनें मानक गोल आकृतियों के लिए उत्कृष्ट हैं, लेकिन 4-स्टेशन वाली संरचना जटिल ज्यामितियों के लिए उद्योग मानक है।
V4 ही क्यों? असली कमाल स्टेशन 2 (कंडीशनिंग) में होता है। यहाँ, हम प्रीफॉर्म से ऊष्मा के अंतर को हटाते हैं। तापमान नियंत्रित बर्तन या कोर का उपयोग करके, हम एक ऐसा थर्मल प्रोफाइल बना सकते हैं जहाँ वर्गाकार बोतल के कोने लचीले (गर्म) रहते हैं जबकि सपाट सतहें ठंडी रहती हैं। इससे यह सुनिश्चित होता है कि जब ब्लो मोल्ड बंद होता है, तो प्लास्टिक सपाट सतहों को ज़्यादा पतला किए बिना कोनों तक फैल जाता है।
तकनीकी विशिष्टताएँ:
- सर्वो नियंत्रण: सटीक गतिविधियों के लिए इनोवेंस/वीची सर्वो सिस्टम के 10 सेटों का उपयोग किया गया है।
- शिकंजे का बल: मोटी प्रीफॉर्म की उच्च दबाव वाली मोल्डिंग के लिए 400KN तक की इंजेक्शन क्लैम्पिंग क्षमता।
- ऊर्जा की बचत: नैनो-इन्फ्रारेड हीटिंग बैंड सिरेमिक बैंड की तुलना में ऊर्जा खपत को लगभग 30% तक कम कर देते हैं।
चार चरणों वाला चक्र: इंजेक्शन -> कंडीशनिंग -> स्ट्रेच ब्लो -> इजेक्ट।
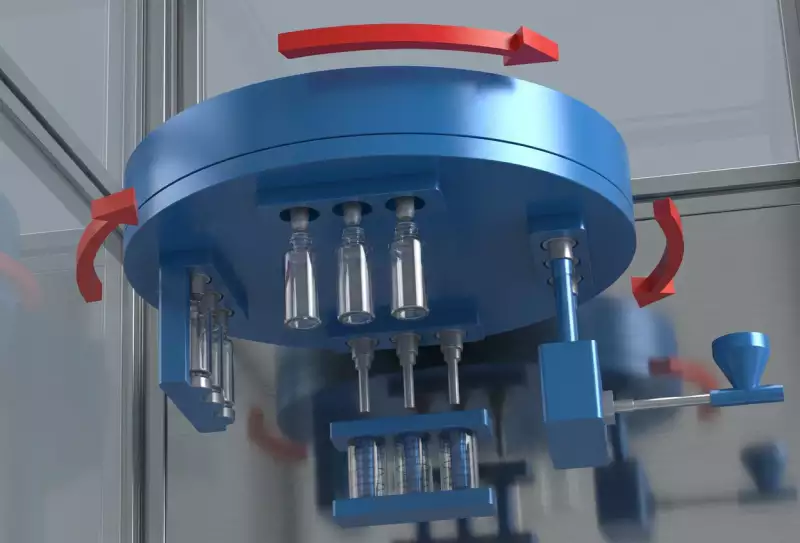
6. कोर टेक्निकल स्पीड रीड: 4-स्टेशन प्रक्रिया
स्टेशन 1: इंजेक्शन
प्रीफॉर्म बनाने के लिए पिघले हुए PET/PCTG को एक कैविटी में इंजेक्ट किया जाता है। यहाँ अंतिम टॉलरेंस के अनुसार नेक फिनिश पूरी तरह से तैयार की जाती है।
स्टेशन 2: कंडीशनिंग (टेल कटिंग/टेम्प प्रोफाइलिंग)
जटिल आकृतियों के लिए यह एक महत्वपूर्ण चरण है। प्रीफॉर्म का तापमान संतुलित किया जाता है। गैर-गोलाकार खिंचाव की तैयारी के लिए विभेदक तापन प्रोफाइल लागू किए जाते हैं।
स्टेशन 3: स्ट्रेच ब्लो मोल्डिंग
एक सर्वो-चालित छड़ प्रीफॉर्म को अक्षीय रूप से खींचती है, जबकि उच्च दबाव वाली हवा इसे ठंडी मोल्ड की दीवारों के विरुद्ध रेडियल रूप से फैलाकर आकार को स्थिर कर देती है।
स्टेशन 4: निष्कासन
तैयार बोतल को रोबोट या स्ट्रिपर प्लेट द्वारा कोर रॉड से अलग किया जाता है, और आगे की पैकेजिंग के लिए इसे सीधा रखा जाता है।
7. इंजीनियर के फील्ड नोट्स: वैश्विक सफलता की कहानियां
[फ्रांस] लक्ज़री परफ्यूमरी – द “ट्विस्टेड” पॉलीगॉन
चुनौती: ग्रास स्थित एक परफ्यूमरी को 30 डिग्री के हेलिक्स ट्विस्ट वाली 100 मिलीलीटर की बोतल की आवश्यकता थी। दो-चरणीय मोल्डिंग के कारण बाहरी त्रिज्या पर अस्वीकार्य रूप से पतलापन आ गया।
समाधान: प्रोग्राम किए गए कंडीशनिंग प्रोफाइल के साथ HGY150-V4।
परिणाम: दीवार की मोटाई एकसमान (>1.2 मिमी हर जगह) प्राप्त की गई। “एवर-पावर के कंडीशनिंग कंट्रोल ने इस प्रोजेक्ट को बचा लिया।” – पियरे डी., प्रोडक्शन डायरेक्टर।
[दुबई, यूएई] भारी दीवार वाली ऊद तेल की शीशी
चुनौती: ग्राहक को 12 मिलीलीटर की एक ऐसी शीशी चाहिए थी जो ठोस क्रिस्टल कांच (भारी तली) जैसी दिखती हो लेकिन शिपिंग के लिए अटूट हो।
समाधान: 3-स्टेशन आईएसबीएम मशीन मोटी दीवार वाले पीसीटीजी के लिए अनुकूलित।
परिणाम: 5 मिमी मोटी आधार वाली और बिना किसी क्रिस्टलीकरण धुंध वाली शीशी तैयार की गई।
[यूएसए] फ्लैट पॉकेट स्प्रेयर
चुनौती: क्रेडिट कार्ड के आकार की चपटी सैनिटाइजर बोतल का उत्पादन। मानक ब्लो मोल्डिंग के परिणामस्वरूप "डॉग-बोनिंग" (मोटे किनारे, पतला केंद्र) की समस्या उत्पन्न हुई।
समाधान: HGY200-V4 पर कस्टम ओवल कोर रॉड और कंडीशनिंग पॉट।
परिणाम: एक प्रमुख रिटेल चेन के लिए लाखों यूनिट्स का सफलतापूर्वक मोल्डिंग किया गया, जिसमें स्क्रैप दर 0.5% से कम रही।
[दक्षिण कोरिया] सनकी सीरम की बोतल
चुनौती: एक प्रतियोगी की मशीन में गर्दन का डिज़ाइन केंद्र से हटकर होने के कारण स्ट्रेच रॉड प्रीफॉर्म की दीवार से टकरा रही थी।
समाधान: एवर-पावर का कठोर सर्वो-चालित रोटरी टेबल एकदम सही संरेखण सुनिश्चित करता है।
परिणाम: 100% की संकेंद्रता प्राप्त की गई, जिससे उच्च गति वाली स्वचालित फिलिंग संभव हो सकी।
[ब्राजील] एसेंशियल ऑयल ड्रॉपर
चुनौती: अमेज़न क्षेत्र में परिवहन के दौरान कांच की बोतलों के टूटने की दर बहुत अधिक है।
समाधान: एवर-पावर आईएसबीएम का उपयोग करके एम्बर पीईटी में परिवर्तित किया गया।
परिणाम: शिपिंग के दौरान होने वाला नुकसान शून्य हो गया; वजन कम होने के कारण माल ढुलाई लागत में 60% की कमी आई।

किंगयुआन शहर में स्थित हमारी अत्याधुनिक सुविधा 20,000 वर्ग मीटर में फैली हुई है।
8. ग्राहक मूल्य और निवेश पर लाभ विश्लेषण
एक समर्पित निवेश में आईएसबीएम ब्लो मोल्डिंग मशीन जटिल आकृतियों के लिए यह महत्वपूर्ण वित्तीय लाभ प्रदान करता है:
- ऊर्जा दक्षता: दो चरणों में उपयोग होने वाले रीहीट ओवन को हटाने से ऊर्जा की खपत लगभग 40% कम हो जाती है। चौबीसों घंटे सातों दिन चलने वाली मशीन के लिए, इससे सालाना लगभग $15,000 से $20,000 अमेरिकी डॉलर की बचत होती है।
- सामग्री की बचत: एक-चरणीय प्रक्रिया से न्यूनतम अपशिष्ट उत्पन्न होता है (स्प्रूज़ को अक्सर इनलाइन ही पुनः पीसा जाता है)। "ग्लास-टू-प्लास्टिक" रूपांतरण से शिपिंग वजन में लगभग 85% की कमी आती है।
- प्रीमियम मूल्य निर्धारण: अद्वितीय, गैर-गोलाकार आकार बनाने की क्षमता ब्रांडों को अधिक कीमत वसूलने की अनुमति देती है। एक कस्टम बहुभुज बोतल की कीमत एक मानक गोल बोतल की कीमत से तीन गुना अधिक हो सकती है।
10. एक-चरण बनाम दो-चरण: कॉस्मेटिक पैकेजिंग पर फैसला
| विशेषता | एवर-पावर वन-स्टेप (आईएसबीएम) | पारंपरिक दो-चरणीय (पुनः गर्म करना) |
|---|---|---|
| जटिल आकृतियाँ | उत्कृष्ट (कंडीशनिंग स्टेशन) | खराब (समान रूप से दोबारा गर्म करने से आकार देने की क्षमता सीमित हो जाती है) |
| सतही गुणवत्ता | प्राचीन (संपर्क नहीं) | खरोंच (प्रीफॉर्म टम्बलिंग) |
| ऊर्जा दक्षता | उच्च (इंजेक्शन की ऊष्मा को बरकरार रखता है) | कम तापमान (बहुत अधिक बार गर्म करने की आवश्यकता होती है) |
| स्थान की आवश्यकता | सघन (एक मशीन) | बड़ा (इंजेक्शन + रीहीट ब्लोअर) |
| स्वच्छता | बाँझ (बंद लूप) | भंडारण में संदूषण का खतरा |
11. [वैश्विक] नियामक अनुपालन एवं सुरक्षा
उच्च मूल्य वाले सौंदर्य प्रसाधन उत्पादों के उत्पादन के लिए मशीनरी आयात करने में अंतरराष्ट्रीय मानकों का कड़ाई से पालन करना आवश्यक है। एवर-पावर मशीनें सुगम सीमा शुल्क निकासी और सुरक्षित संचालन को सुनिश्चित करने के लिए बनाई गई हैं।
- ✅ सीई मार्किंग (यूरोप): मशीनरी निर्देश 2006/42/EC और निम्न वोल्टेज निर्देश के अनुरूप। फ्रांस और इटली में हमारे ग्राहकों के लिए आवश्यक।
- ✅ यूएल मानक (अमेरिका/कनाडा): हम उत्तरी अमेरिकी सुरक्षा संहिताओं के अनुपालन को सुनिश्चित करने के लिए यूएल-सूचीबद्ध विद्युत घटकों (श्नाइडर, रॉकवेल) का उपयोग करते हैं।
- ✅ खाद्य संपर्क सुरक्षा: सभी पेंच, बैरल और सांचे उच्च श्रेणी के स्टेनलेस स्टील से निर्मित होते हैं, जो पीईटी संपर्क के लिए एफडीए 21 सीएफआर 177.1630 के अनुरूप हैं।
12. ब्रांड तुलना: एवर-पावर बनाम जायंट्स
हम एएसबी और आओकी जैसे अग्रणी निर्माताओं का सम्मान करते हैं। हालांकि, एवर-पावर चुस्त-दुरुस्त निर्माताओं के लिए एक रणनीतिक लाभ प्रदान करता है:
| प्रौद्योगिकी स्तर | तुलनीय 4-स्टेशन रोटरी आर्किटेक्चर। कई ASB-12M शैली के मोल्ड के साथ संगत। |
| निवेश लागत | 40-50% कम पूंजीगत व्यय जापानी समकक्षों की तुलना में बेहतर। तेज़ रिटर्न ऑन इन्वेस्टमेंट (आरओआई)। |
| समय सीमा | प्रतिस्पर्धियों के लिए 6-12 महीनों की तुलना में औसतन 60-90 दिन। |
*अस्वीकरण: एएसबी और आओकी उनके संबंधित स्वामियों के ट्रेडमार्क हैं। संदर्भ केवल तकनीकी तुलना के लिए हैं।
13. अक्सर पूछे जाने वाले प्रश्न: बी2बी खरीदारों के लिए विशेषज्ञों के जवाब
क्या मैं कॉस्मेटिक बोतलों के लिए रिसाइकल्ड पीईटी (rPET) का उपयोग कर सकता हूँ?
जी हां, हमारी मशीनें rPET के लिए अनुकूलित हैं। हालांकि, उच्च स्पष्टता वाली परफ्यूम की बोतलों के लिए, पीलापन से बचने के लिए हम rPET को मिलाने या उच्च श्रेणी के rPET का उपयोग करने की सलाह देते हैं। हमारे स्क्रू rPET के पिघलने की विशेषताओं को ध्यान में रखकर डिज़ाइन किए गए हैं।
मोल्ड बदलने में कितना समय लगता है?
HGY-V4 सीरीज़ के लिए, प्रशिक्षित टीम द्वारा मोल्ड बदलने (इंजेक्शन, कंडीशनिंग, ब्लोइंग, लिप) में लगभग 3-4 घंटे लगते हैं। हम मोल्ड क्रेन और त्वरित-परिवर्तन उपकरण उपलब्ध कराते हैं।
क्या मुझे चिलर की आवश्यकता है?
जी हाँ। मोटी दीवारों वाली परफ्यूम की बोतलों में क्रिस्टलीकरण (धुंधलापन) को रोकने और प्रक्रिया समय को कम करने के लिए, इंजेक्शन मोल्ड और कंडीशनिंग स्टेशन के लिए शक्तिशाली शीतलन की आवश्यकता होती है। हम आपके लिए इसका आकार निर्धारित करने में सहायता कर सकते हैं।
क्या मैं एक ही मशीन पर अंडाकार और चौकोर बोतलें बना सकता हूँ?
बिल्कुल। मशीन वही रहेगी; आपको केवल नए आकार के अनुसार मोल्ड और कंडीशनिंग पॉट बदलने होंगे।
फफूंद का जीवनकाल कितना होता है?
हमारे सांचे उच्च श्रेणी के S136 स्टेनलेस स्टील से बने हैं। उचित रखरखाव के साथ, इनका उपयोग 30 लाख से अधिक बार किया जा सकता है।
क्या आप इंस्टॉलेशन सेवा प्रदान करते हैं?
जी हां, हम स्थापना, चालू करने और प्रशिक्षण के लिए वरिष्ठ इंजीनियरों को आपकी सुविधा केंद्र पर भेजते हैं। हम तब तक नहीं जाते जब तक आप गारंटीकृत चक्र समय पर उत्पादन शुरू नहीं कर देते।
मैं किन सामग्रियों का उपयोग कर सकता हूँ?
HGY सीरीज़ PET, PETG, PCTG, PC, PP और Tritan को हैंडल करती है। हमारे पास अलग-अलग सामग्रियों के लिए विशिष्ट स्क्रू डिज़ाइन उपलब्ध हैं।
आप अतिरिक्त पुर्जों का प्रबंधन कैसे करते हैं?
हम वैश्विक मानक घटकों (यास्कावा, पार्कर, यूकेन) का उपयोग करते हैं जो अधिकांश देशों में स्थानीय रूप से उपलब्ध हैं। विशेष पुर्जों के लिए, हम 24 घंटों के भीतर डीएचएल/फेडेक्स के माध्यम से शिपिंग करते हैं।
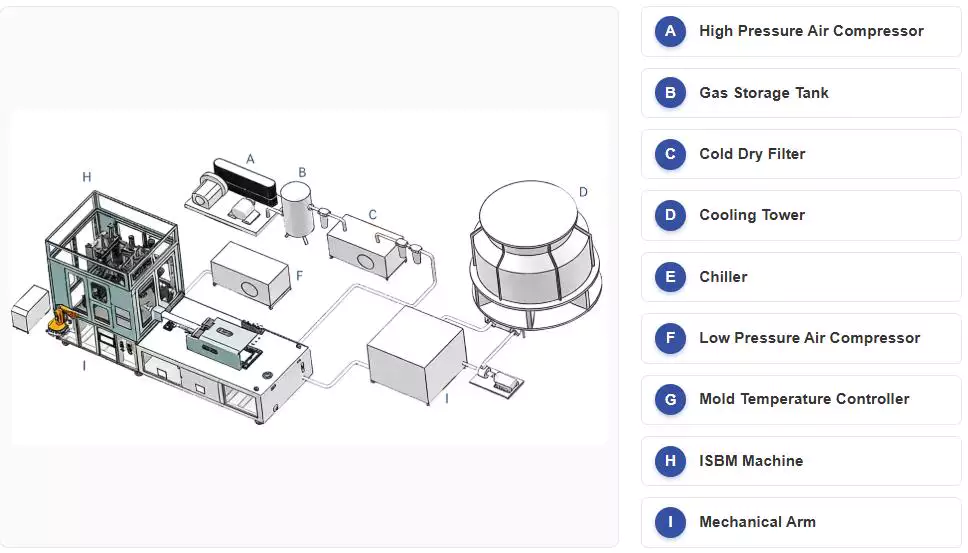
14. आवश्यक साथी: तेल-मुक्त एयर कंप्रेसर
उच्च गुणवत्ता के लिए इंजेक्शन स्ट्रेच ब्लो मोल्डिंग मशीन आपके परिचालन में, संपीड़ित हवा की गुणवत्ता सर्वोपरि है। प्रवाहित हवा में तेल की थोड़ी सी भी मात्रा इत्र की बोतल की स्पष्टता को खराब कर सकती है या खाद्य पदार्थों में उपयोग के लिए अस्वीकृत होने का कारण बन सकती है।
हम एकीकृत उत्पादों का निर्माण और आपूर्ति करते हैं। तेल रहित उच्च दबाव वाले वायु संपीडन (3.0-4.0 एमपीए) विशेष रूप से हमारी आईएसबीएम मशीनों के लिए कैलिब्रेट किया गया है, जो यह सुनिश्चित करता है कि आपकी पैकेजिंग संदूषण मुक्त रहे।

क्या आप अपनी कॉस्मेटिक लाइन को नया रूप देने के लिए तैयार हैं?
जटिल डिज़ाइनों को अपनी क्षमता को सीमित न करने दें। जटिल आकृतियों को ढालने की भौतिकी को समझने वाले विशेषज्ञों के साथ साझेदारी करें।

























