1. 無菌精密化のエンジニアリング:製薬業界におけるワンステップISBMへの移行
医療用包装分野で20年間エンジニアリングに携わってきた中で、私は大きな変革を目の当たりにしてきました。高級眼科用ソリューションに基本的な押出ブロー成形を用いる時代は終わりつつあります。なぜでしょうか?それは、現代の製薬業界がより厳しい公差、より高い滅菌保証レベル(SAL)、そして微粒子の完全な排除を求めているからです。
点眼薬ボトル(眼科用ボトル)、特に5mlから15mlの範囲では、課題は微細ながらも非常に大きい。従来の2段階プロセスや押出成形法では、 ネック仕上げ精度点眼薬のボトルから液漏れしている場合、それは単なる不良品ではなく、滅菌状態の違反であり、製造ロット全体のリコールにつながる可能性があります。さらに、押出成形時の瞬間的な粉塵発生は、クリーンルーム環境では許容できない微粒子リスクを生み出します。
ここで ワンステップブロー成形機 ISBM(インジェクション・ボトル・マネジメント)技術は、まさにゲームチェンジャーです。プリフォームの射出成形とボトルのブロー成形を、密閉された保温サイクルに統合することで、人的介入と環境への曝露を排除します。製薬大手にとって、これは単なる機械ではなく、コンプライアンス戦略なのです。
2. 眼科用包装にワンステップISBMが必要な理由
点眼薬ボトルの構造は一見シンプルに見えますが、ボトルの首、点眼ノズル、そして不正開封防止キャップの相互作用は、まさに高度なエンジニアリングの結晶です。許容誤差はしばしば±0.05mm未満と非常に小さいのです。
- 射出成形ネック: 押出成形とは異なり、ISBMはネック部分を射出成形します。これにより、ねじ山の始点、キャップのロックリング、プラグの内径が毎回完璧な寸法で成形されることが保証されます。リーマ加工やトリミングは不要です。
- 再研磨/フラッシュなし: ワンステップISBMは廃棄物ゼロのプロセスです。バリ取り作業が不要なため、ISO 7クリーンルーム内に粉塵が浮遊することもありません。
- 素材の多様性: LDPEは圧縮性に優れているため一般的ですが、現代の防腐剤不使用の処方では、より優れたバリア特性を得るために特殊なPPまたはPETグレードがよく使用されます。 ISBMボトルマシン これらを容易に処理します。
3. 医薬品の中核ニーズと、常に進化し続けるテクノロジーとのマッチング
| 製薬業界の課題 | 常用ISBMソリューション | 技術的成果 |
|---|---|---|
| 汚染リスク クリーンルームにおける作動油の漏洩。 |
フル電動(EV)シリーズ サーボ駆動式、オイルフリー成形エリア。 |
GMPおよびISOクラス7/8の要件を満たしています。油分による汚染は一切ありません。 |
| 投与量の一貫性 締め付け力が一定しない。 |
マイクロインジェクション制御 精密なねじ位置制御。 |
壁厚のばらつきは0.03mm未満で、液滴サイズの一貫性を確保します。 |
| シールの完全性 輸送中にキャップから液漏れする。 |
直接注入ネック 高圧成形ねじ。 |
ドロッパープラグやキャップとの相性が抜群です。 |
| 小ロット生産の効率性 小型バイアルの場合、切り替えコストが高い。 |
コンパクトな3ステーション設計 HGY50-V3の構造。 |
小型ボトル(5~15ml)の成形サイクルが短縮され、金型交換も迅速化されました。 |
4. 典型的なサブセグメントのアプリケーション
眼科市場は多様です。当社の機械は現在、以下の製品を製造しています。
標準的な点眼薬ボトル
LDPEまたはPP製の5ml、10ml、15mlボトル。圧縮性と形状記憶性(元の形状に戻る性質)を重視しています。
防腐剤不使用システム(PF)
多回投与型の防腐剤不使用ポンプ(経口固形製剤システム)を収納するために設計された、複雑な形状の硬質ボトル(多くはPPまたはPET製)。ポンプ機構を保持するため、ネック部分には極めて高い精度が求められる。
コンタクトレンズ洗浄液バイアル
液体の透明度を示すために高い透明度(PET)が求められる、旅行用の10ml~20mlボトル。

5. エバーパワーソリューション:HGY50-V3-EVの利点
眼科分野では、万能型の機械はお勧めしません。 HGY50-V3-EV(フルサーボ)これは小型医薬品容器の「切り札」です。
なぜHGY50-V3-EVなのか?
- フルサーボドライブ(「EV」要素): クリーンルームにおいて、作動油は天敵です。当社のEVシリーズは、金型クランプ、射出成形、延伸にサーボモーターを採用しています。これにより、油漏れによる無菌領域の汚染リスクを排除し、GMP(医薬品製造管理基準)遵守の必須条件を満たします。
- マイクログラム単位の制御: 点眼薬のボトルは非常に小さいため、0.1gの重量差でも押した時の感触が変わってしまいます。当社のサーボ式注入ユニットは、スクリューの位置をマイクロメートル単位で制御することで、どのボトルも患者さんの手に持った時の感触が全く同じになるようにしています。
- コンパクトな3ステーションで効率性を実現: 小型ボトルは冷却が速いため、大型ボトルに必要な4番目の工程での調整時間を必要としません。3ステーション設計(注入・ブロー・排出)により、高価なクリーンルームの設置面積を最小限に抑え、少量のショット重量におけるサイクルタイムを最適化します。
6. プロセスフロー:3ステーション滅菌サイクル
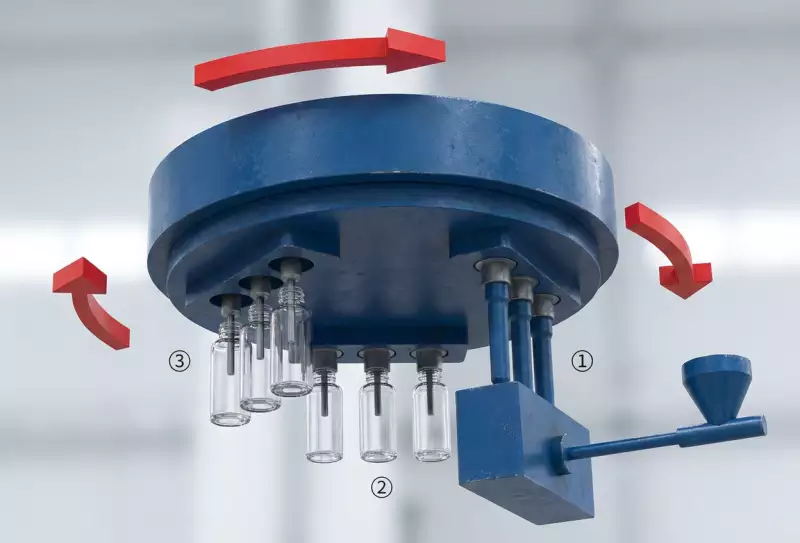
1. マイクロインジェクション
樹脂を溶融し、高精度なキャビティに注入します。ここでネックの仕上げが完全に成形され、冷却されます。
2. ストレッチ&ブロー
プリフォームは120°の角度で位置決めされる。サーボロッドがプリフォームを軸方向に引き伸ばし、同時に清浄な空気が半径方向に吹き付けられて成形される。
3. 自動排出
完成したボトルは分解され、コンベアに移送され、インライン漏れ検査の準備が整う。
7. エンジニアのフィールドノート:グローバルな成功事例
【ドイツ】防腐剤不使用ポンプボトルチャレンジ: 顧客は、特許取得済みのエアレスポンプに適合する、極めて高いネック公差(±0.03mm)を持つ硬質PPボトルを必要としていた。押出成形によるブロー成形は、漏れ試験で失敗した。
解決: 高キャビティ金型搭載のHGY50-V3-EV。
結果: 0% 漏れ率。射出成形されたネックは、スナップオンポンプに完璧なシールを提供します。
[米国] ジェネリック点眼薬メーカーチャレンジ: 輸送重量と破損を減らすため、ガラス製のスポイトボトルをPETボトルに置き換える。
解決: ワンステップ射出ブロー成形機 (ISBM)は医療グレードのPETを稼働させている。
結果: 80%の軽量化を実現。容器に関するUSP 試験に合格。
[インド] 大量CMOチャレンジ: ISO 7クリーンルームで、5mlのLDPEボトルを月間1000万本生産する。
解決: 複数のHGY50-V3-EVユニット。オイルフリー設計により、クリーンルームにおけるろ過負荷が大幅に軽減されました。
結果: FDAの監査要件を満たし、機械の衛生状態に関する指摘事項は一切ありませんでした。
[ブラジル] 獣医眼科学チャレンジ: 輸入2ステップボトルは高価です。
解決: Ever-power ISBMを使用した社内生産。
結果: 材料費の削減と物流コストの削減により、9ヶ月で投資回収を達成しました。
【日本】プレミアムコンタクトレンズケアチャレンジ: ボトル表面の傷は、日本市場においては「許容できない品質」とみなされた。
解決: ワンステッププロセスにより、プリフォームの回転(傷)が不要になります。
結果: プラスチックで「ガラスのような」化粧品品質を実現。
8.価値分析:社内生産の投資対効果(ROI)
エバーパワー社の製品を使って、ボトルを購入するのではなく製造するようになりました。 ワンステップブロー成形装置 通常12~18ヶ月以内に大きな収益をもたらします。

- 材料費とボトル価格の比較: 生の樹脂は、完成済みの滅菌済みボトルを購入するよりも大幅に安価です。節約額は40%を超えることもよくあります。
- 在庫削減: 需要に応じて生産する。高価な倉庫に何百万本もの空き瓶(空気)を保管する必要はない。
- 滅菌保証: 成形と充填を同一施設内(またはインライン)で行うことで、生物学的汚染リスクチェーンを低減できます。
10.結論:点眼薬はワンステップかツーステップか
| 特徴 | エバーパワーワンステップ(ISBM) | 従来型の2段階押出成形 |
|---|---|---|
| ネックプレシジョン | 完璧(射出成形) | 可変(調整済み/トリミング済み) |
| 衛生/清潔さ | 高(不妊周期) | リスク(保管時/トリミング時の粉塵) |
| フラッシュ/スクラップ | ゼロ | 高(押出尾部/モイル) |
| スペース要件 | コンパクト(1台) | 大型(噴射+再加熱ブロワー) |
| エネルギー効率 | 高温(保温性) | 弱(冷えた状態からの再加熱) |
11. グローバルな規制遵守と安全性
製薬業界において、コンプライアンスは選択肢ではなく必須事項であることを私たちは理解しています。Ever-power社の機器は、お客様のバリデーションプロセスをサポートするために設計されています。
- クリーンルーム対応: ISO 7(クラス10,000)およびISO 8(クラス100,000)環境に対応。ステンレス製筐体もご用意しております。
- 材料のトレーサビリティ: 樹脂と接触するすべての部品はSS316Lまたは食品グレードの認証を受けており、FDA 21 CFRへの準拠をサポートしています。
- DQ/IQ/OQ/PQのサポート: お客様のエンジニアリングチームが現場で機械の検証を行う際に役立つよう、包括的なドキュメントパッケージをご提供いたします。
12. ブランド比較:エバーパワー vs. マーケットリーダー
私たちは日本の先駆者たち(ASB、青木)を尊敬しています。しかし、エバーパワーは機敏な製薬メーカーにとって戦略的な優位性を提供します。
| テクノロジー | 3ステーション/4ステーション構成に対応。実績のあるサーボ設計。 |
| コスト効率 | 30-40% 設備投資額の削減 冗長性への投資を可能にする(稼働時間を確保するために、競合他社の機械1台の価格で機械を2台購入する)。 |
| リードタイム | 迅速な導入(3~4ヶ月)に対し、業界平均は9~12ヶ月。 |
*免責事項:商標はそれぞれの所有者に帰属します。比較は技術的な参考としてのみご利用ください。
13. よくある質問:医薬品購入者向け専門家回答
滅菌済みのボトルを直接製造することは可能ですか?
成形工程では高温(溶融プラスチックの殺菌)が必要となるため、機械内の環境を厳密に管理する必要があります。当社の機械は、射出部での無菌状態を維持するため、層流式空気清浄フード(LAFフード)下での運転を前提に設計されています。
私が作れる最小のボトルはどれくらいですか?
当社では、3mlと5mlの点眼薬ボトルを日常的に製造しています。HGY50-V3-EVは、これらの少量投与に最適化されています。
医療グレードのPPを使用できますか?
はい。ポリプロピレン(PP)は、絞り出し式の点眼薬ボトルによく使われています。当社のネジは、医療用PPのせん断特性に耐え、劣化しないように設計されています。
この機械はオイルフリーですか?
当社の「EV」シリーズは、成形ゾーンが完全に電動化されているため、油圧オイルの漏れがありません。一部の補助動作には密閉型空気圧システムを使用する場合がありますが、オイル汚染のリスクは排除されています。
IQ/OQバリデーションに対応していますか?
はい、弊社ではお客様の品質保証チームが検証プロトコルを完了できるよう、必要な技術文書とオンサイトサポートを提供いたします。
10mlボトルの空洞数はいくつですか?
ボトルの直径にもよりますが、HGY50プラットフォームでは、10mlボトル用に通常4~8個のキャビティを使用し、高い生産性を確保しています。
再生素材を使ってもいいですか?
医薬品用途では、バージン材料が標準です。しかし、機械は できる 規制当局が特定の用途に対してrPET処理を許可している場合は、rPET処理を行ってください。
壁の厚さの均一性をどのように確保していますか?
コアロッドは内部寸法を規定し、金型は外部寸法を規定する。ISBMにおける「延伸」工程は分子を整列させ、押出ブロー成形よりも均一な厚みを実現する。
14. 重要な相棒:クラス0オイルフリー空気圧縮機
製薬業界 射出ブロー成形機(ワンステップ) 製造工程では、圧縮空気がすべてのボトルの内側に触れるため、ボトルは無菌で、油分が全く含まれていない状態である必要があります。
統合された クラス0オイルフリー高圧空気圧縮機 ISO 8573-1規格に適合するように設計されています。空気の質が成形品質に見合うよう、万全の対策を講じてください。
Ever-powerの精密技術でサプライチェーンの安全性を確保しましょう
無菌性や精度に妥協は許されません。医薬品ISBM技術の専門家と提携しましょう。

























