
説明
ワンステップブロー成形機 HGY50-V3-EV: PET容器向け高精度3ステーションISBMテクノロジー
Ever-power社による設計|20年以上にわたるポリマー加工の専門知識
エンジニアリング概要:生産効率の再定義
その HGY50-V3-EV これは単なる機械ではなく、包装市場のプレミアムセグメントを目指すメーカーにとって戦略的な資産である。 ワンステップブロー成形機 プリフォームの射出成形とボトルのブロー成形を単一のコンパクトなユニットに統合することで、2段階プロセスで必要となる再加熱工程を不要にし、PETの固有粘度(IV)を維持しながら、透明度の高い優れた機械的強度を実現します。
HGY50-V3-EVの最大のメリットは、 3駅構成4ステーションマシンはより多くの床面積とエネルギーを消費しますが、当社のV3設計はプリフォームの熱保持を最適化します。射出成形工程からの残留熱を利用することで、エネルギー消費量を大幅に削減しながら、大型工業用ユニットに匹敵するサイクルタイムを維持します。これは理想的な ISBMマシン 表面仕上げと寸法精度が妥協できない、高品質な化粧品容器、医薬品ボトル、高級飲料パッケージの製造向け。

図1:エバーパワーHGY50-V3-EV 3ステーションユニット
技術仕様および機械パラメータ
私の経験では、 射出延伸ブロー成形機 HGY50-V3-EVは、その構成部品によって性能が決定されます。24時間365日の安定稼働を保証するため、世界最高水準の部品を使用して製造されています。
1. 技術標準構成
| コンポーネントシステム | 仕様/ブランド |
|---|---|
| サーボシステム | 5セット(Inovance / MIRLE) |
| サーボモーター電源 | 34.8 kW (Inovance / WEICHI) |
| PLC制御 | イノバンス/ミルレ |
| ターンテーブルの回転 | 安川サーボ (日本) / WEICHI サーボ + TSUNTIEN レデューサー (台湾) |
| 高圧バルブ | パーカー(アメリカ) |
| 空気圧シリンダー | エアタック |
| 温度制御 | 統合型ボックス制御(高精度、安定) |
| リードスクリュー | NSK(日本) |
| ブロー成形構造 | 高圧補償付きデュアルサーボモーター金型クランプ |
| 総電力 | 45.2 kW |
2. マシンパラメータ (HGY50-V3-EV)
| パラメータ項目 | 価格/説明 |
|---|---|
| ネジ径 | 40mm(オプション) |
| 理論的な注入容量 | 239g |
| 射出成形機の型締力 | 50 kN |
| 吹き付けクランプ力 | 100 kN(片側) |
| 上型ストローク | 280 mm |
| 下型ストローク | 280 mm |
| テイクアウトストローク | 150 mm |
| ブローコアストローク | 100 mm |
| ブロー成形ストローク | 60 + 60 mm |
| 寸法(長さ×幅×高さ) | 3800 × 1200 × 2500 mm |
| 総重量 | 3.5トン |
3. 製品寸法機能
| 製品数量(キャビティ) | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| ボトル直径(mm) | 100 | 90 | 62 | 45 | 35 | 28 |
| ボトル最大容量(ml) | 2500 | 1500 | 900 | 400 | 250 | 100 |
| ボトル最大重量(g) | 130 | 65 | 43 | 32 | 26 | 22 |
| ネック径(mm) | 60 | 38 | 30 | 27 | 20 | 17 |
コアテクノロジー:ワンステップISBMの原理
その ワンステップPETボトルマシン このコンセプトは、ボトル製造の全工程を単一のターンテーブル上で実行することで、生産方法に革命をもたらします。これは、再加熱サイクルに敏感なPETG、PC、PCTGなどの素材にとって非常に重要です。
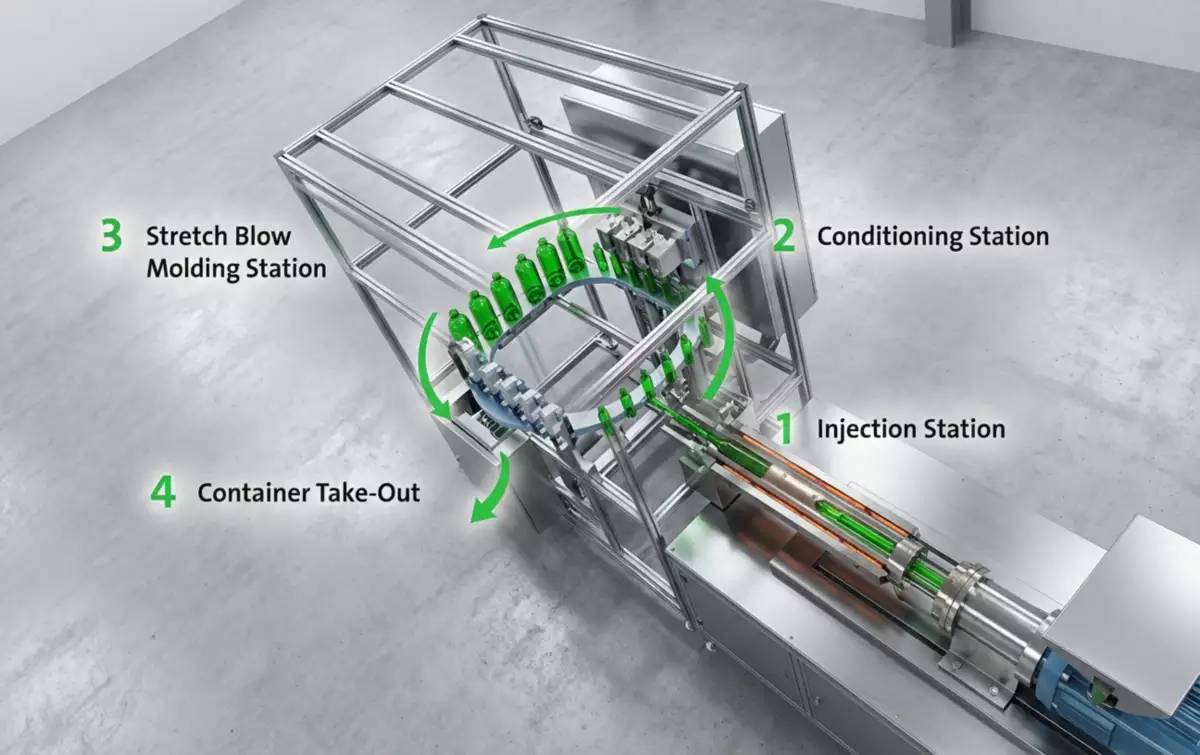
運用プロセスフロー
1. 注入ステーション
溶融樹脂をプリフォーム型に注入する。首の部分は正確な寸法に成形され、本体は延伸に適した温度まで冷却される。
2. 空調(熱)
当社製のHGY50-V3-EVでは、転写工程中に温度均一化が行われます。プリフォームコアは温かく保たれ、スキンは冷却されるため、二軸配向に最適な温度勾配が形成されます。
3. ストレッチ&ブローステーション
延伸棒がプリフォームを軸方向に機械的に延伸すると同時に、高圧空気が半径方向に膨張させる。この二軸延伸により分子が整列し、最大の強度が得られる。
4. 射出ステーション
完成した容器はリップモールドから取り外され、自動的に搬送されます。手作業は一切不要で、衛生面も確保されます。
戦略分析:ワンステップシステムとツーステップシステム
なぜ選ぶのか ワンステップ射出ブロー成形 従来の2段階方式よりもこのシステムの方が優れている理由は?答えは効率性と品質管理にある。
| 比較ディメンション | エバーパワーワンステップISBM | 伝統的な2ステップ(再加熱) |
|---|---|---|
| プロセスフロー | 樹脂からボトルへ(直接) | 樹脂→プリフォーム→保管→再加熱→ボトル詰め |
| エネルギー効率 | 高(残留噴射熱を利用) | 低(冷却されたプリフォームを再加熱する必要がある) |
| ボトルデザイン | 完璧(傷なし、高光沢) | プリフォーム搬送中の傷のリスク |
| スペース要件 | コンパクト(1台) | 大型(射出成形機+ブロー成形機+保管庫) |
| 素材の柔軟性 | 優れた (PET、PC、PP、PETG、トライタン) | 限定的(主に標準的なPET) |
| スクラップ率 | 低(統合フィードバックループ) | (2台の機械における起動損失) |
コアテクノロジー速報:HGY50-V3-EVを選ぶ理由とは?
- ✓
見えない分け目: 高圧補正機能を備えたデュアルサーボクランプ機構により、化粧品ボトルの継ぎ目はほぼ目に見えず、高級ブランドにとって極めて重要な要件を満たします。 - ✓
エネルギーダイナミクス: 統合することで ワンステップ射出成形機 論理的に言えば、私たちはプラスチックの「潜熱」を利用しています。プラスチックを二度加熱する費用を支払う必要はありません。 - ✓
汎用性: 特殊な10ml点眼薬用バイアルであろうと、広口のピーナッツバター瓶であろうと、可変ストロークと可変キャビティ機能を備えたこの機械は、工場における万能機となるでしょう。

応用産業および製品機能
その ISBMブロー成形機 衛生面と美観面の両方が重視される複数の分野の基盤となっている。
医薬品・医療
点眼薬ボトル、錠剤ボトル、ワクチンバイアルの製造に最適です。「ワンステップ」方式のため、注入後にボトルの首に触れることがなく、ISO規格の衛生基準を満たします。
化粧品・パーソナルケア用品
ガラスのような透明度を持ちながら、ガラスのような重さや破損のリスクがない、厚手の瓶、マスカラ容器、ローションボトルなど。
ベビーケア
PPSU製およびPC製の哺乳瓶に最適です。高温対応のエンジニアリングプラスチックも容易に加工できます。
食品・飲料
広口瓶、調味料ボトル、ミニ酒瓶など。精密なネック仕上げにより、毎回完璧なキャップの密閉を実現します。

市場ポジションと投資収益分析
ベンチマーク:エバーパワーと日本の競合製品との比較
私たちはASBやAokiのような先駆者を尊敬しています。しかし、Ever-powerは独自の価値提案を提供します。 投資コスト60%に対し、パフォーマンスは95%。
| 特徴 | エバーパワー HGY50-V3-EV | 日本を代表するブランド(ASB/アオキ) |
|---|---|---|
| コアコンポーネント | 同じグローバルトップティア(安川電機、パーカー、NSK) | 独自技術+グローバルトップティア |
| サイクルタイム | 約8~12秒(製品によって異なります) | 約8~12秒 |
| アフターサービス | リモート+ローカルパートナー(迅速な対応) | グローバルネットワーク(高コスト) |
| ROI期間 | 12~18ヶ月 | 36~48ヶ月 |
投資収益率予測:中規模飲料工場事例
に切り替える ワンステップブロー成形装置 この設定により、プリフォームの購入を停止できます。年間1,000万本のボトルを生産する工場の場合:
- 材料の節約: 樹脂ペレットを購入すると、プリフォームを購入する場合と比べて、原材料費を約20~301トン節約できます。
- エネルギー節約: 再加熱トンネルをなくすことで、2段階加熱に比べて電気料金を約40%節約できます。
- ロジスティクス: プリフォームの保管に倉庫スペースは一切不要です。
【北米】極端な気候変動への耐性と地域における法令遵守
東南アジアの湿度の高い地域からカナダの乾燥した冬まで、様々な気候条件のお客様向けに、HGY50-V3-EVはクローズドループ式の油圧油温度安定化システムを搭載しています。これにより、周囲温度に関わらず、始動時の安定性が維持されます。
コンプライアンス: 本機は欧州市場向けのCEマークに完全準拠しており、北米のUL規格の電気安全基準も満たしています。現地の安全監査に必要なすべての書類をご提供いたします。
エンジニアのコーナー:よくある質問
この機械は再生PET(rPET)を処理できますか?
はい、可塑化スクリューは、rPETのわずかに異なるメルトフローインデックスに対応するために特殊なコーティングが施されています。ただし、加工前に材料を十分に乾燥させ、除湿する必要があります。
金型交換にかかる時間はどれくらいですか?
熟練した技術者であれば、金型交換(射出成形金型、ブロー成形金型、リップ金型)一式は約2~3時間で完了します。HGY50-V3-EVのクイックチェンジ設計は、この作業を容易にします。
冷却装置は必要ですか?
はい、成形サイクルタイムと透明度を確保するためには、金型の適切な冷却が不可欠です。周囲温度に応じて、10HP~15HPのチラーをお勧めします。
3ステーション設計では、空調はどのように処理されるのでしょうか?
3ステーション設計(射出、延伸ブロー、排出)により、射出成形金型内およびターンテーブル搬送中のコンディショニングを主に管理します。射出成形金型の冷却時間を精密に制御することで、プリフォームを正確な配向温度でブロー成形ステーションに搬送します。
グローバル・フィールドノート:実際のクライアント事例
私のノートからあなたの画面へ—実際の展開 射出ブロー成形機(ワンステップ).

米国:医薬品バイアル
「古い機械3台をHGY50 1台に置き換えました。クリーンルームの設置面積が大幅に削減されました。」 オペレーションマネージャー、オハイオ州

ブラジル:化粧品用容器
「射出成形工程におけるサーボ制御によって、肉厚の一貫性に関する問題が解決しました。」 制作責任者、サンパウロ

ドイツ:バイオポリマー
「PLAの加工は難しかったが、エバーパワーの温度制御システムのおかげで安定した加工ができた。」 ミュンヘン研究開発部長

インドネシア:飲料
「高湿度は通常PETに悪影響を及ぼしますが、この機械の密閉式空調システムは驚くほど効果を発揮します。」 工場長、ジャカルタ
スワイプして、その他の世界的な成功事例をご覧ください
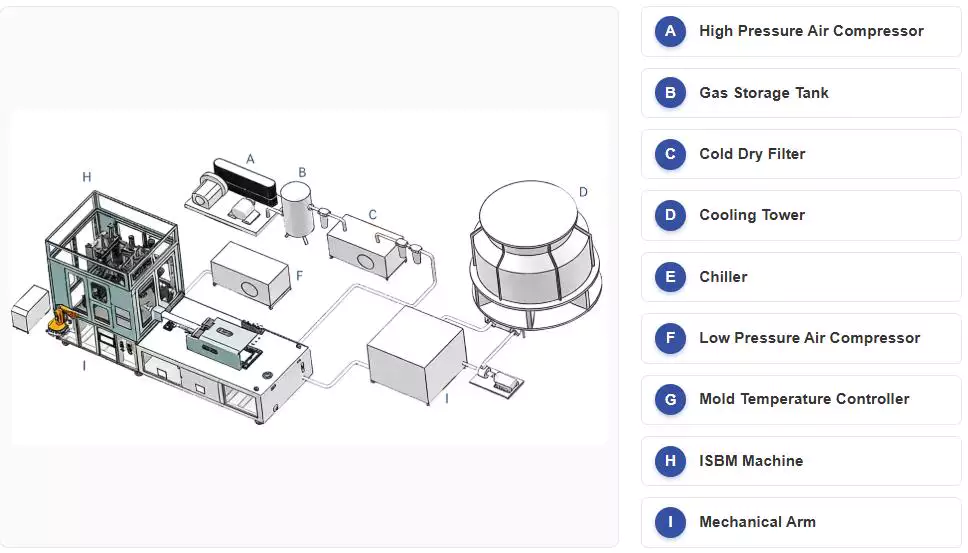
生産ラインを完成させる
ブロー成形にはクリーンな空気源が不可欠です。当社では高効率の オイルフリーエアコンプレッサー 当社のISBMユニットとの組み合わせを想定して特別に設計されており、滅菌済みボトルに油分が混入するのを確実に防ぎます。

ボトル製造工程のアップグレードをご検討ですか?
プリフォームの再加熱による妥協はもうやめましょう。HGY50-V3-EVで「樹脂からボトルまで」の製造の未来へ踏み出しましょう。ボトルの形状やサイクルタイムの目標について、ぜひご相談ください。
エバーパワー・マシナリー|20年の実績を誇る専門エンジニアリング



























