1. Projektowanie niekonwencjonalnych rozwiązań: wyzwanie dla złożonych fiolek kosmetycznych
W ciągu 20 lat pracy jako inżynier terenowy w branży przetwórstwa polimerów byłem świadkiem zdecydowanej zmiany na rynku opakowań luksusowych. Marki nie zadowalają się już standardowymi, cylindrycznymi butelkami. Aby wyróżnić się na zatłoczonych półkach Sephory czy sklepów wolnocłowych, projektanci dążą do… kwadraty, trójkąty, wielokąty i ekscentryczne (niecentralne) szyjkiChoć te projekty są atrakcyjne wizualnie, stanowią poważne wyzwanie produkcyjne, zwłaszcza w przypadku materiałów PET i PCTG.
Podstawowym problemem przy formowaniu butelki o kształcie innym niż okrągły – na przykład kwadratowej butelki perfum – jest rozkład materiału. W tradycyjnym procesie tworzywo sztuczne rozciąga się najpierw do płaskich boków, a na końcu do narożników. Bez precyzyjnej interwencji prowadzi to do tzw. „dog-boning” (grube boki, cienkie jak brzytwa rogi) lub wybielenia naprężeniowego (zmętnienia) na krawędziach. Standardowe maszyny do dwuetapowego podgrzewania mają z tym problem, ponieważ przykładają równomierny profil ciepła do okrągłego preformu, licząc na to, że fizyka rozwiąże problem. Rzadko się to udaje.
To jest miejsce, w którym Maszyna do formowania rozdmuchowego jednoetapowego Technologia (ISBM) staje się nie tylko opcją, ale koniecznością. Wykorzystując proces 4-stanowiskowy, który obejmuje dedykowany Stacja kondycjonowaniaMożemy manipulować historią termiczną preformy. Możemy utrzymywać narożniki w cieple i chłodzić płaskie boki przed rozdmuchiwaniem, zapewniając równomierną grubość ścianek nawet w najbardziej agresywnych geometriach.
2. Dlaczego złożone kształty wymagają technologii ISBM w jednym kroku
W przypadku perfum i olejków eterycznych najwyższej jakości Maszyna ISBM 4-stanowiskowa oferuje trzy kluczowe zalety, których nie może zapewnić technologia Reheat Blow Molding (RBM):
- 1. Ogrzewanie i klimatyzacja różnicowa: Wytworzenie kwadratowej butelki z okrągłego preformy wymaga „preferencyjnego nagrzewania”. Nasza stacja kondycjonowania wykorzystuje pręty rdzeniowe i zbiorniki kondycjonujące do selektywnego dodawania lub usuwania ciepła z określonych obszarów preformy. zanim Wchodzi do formy rozdmuchowej. Dzięki temu tworzywo sztuczne może wnikać w narożniki bez rozrzedzania.
- 2. Koncentryczność i precyzja szyjki: Flakony perfum często posiadają ciężkie metalowe kołnierze lub pompki zatrzaskowe, które wymagają tolerancji w granicach ±0,05 mm. W ISBM szyjka jest formowana wtryskowo i utrzymywana przez wgłębienie wargowe przez cały proces. Nigdy nie opuszcza trzpienia, co gwarantuje absolutną koncentryczność w przypadku konstrukcji mimośrodowych (niecentralnych).
- 3. Integralność powierzchni (wygląd „kryształu”): Klienci dóbr luksusowych oczekują, że plastik będzie wyglądał jak szkło. W dwuetapowym procesie preformy obracają się w zasobniku, gromadząc mikrozarysowania. W naszym procesie jednoetapowym preforma jest formowana i rozdmuchiwana bez kontaktu z inną powierzchnią, co zapewnia nieskazitelne, bezbłędne wykończenie.
3. Podstawowe wymagania branżowe kontra stale rozwijające się rozwiązania techniczne
| Problemy związane ze złożonymi kształtami | Rozwiązanie technologiczne ISBM o dużej mocy | Wynik inżynierski |
|---|---|---|
| Przerzedzanie narożników Kwadratowe butelki łatwo pękają na rogach. |
Stacja kondycjonowania (Stacja 2) Selektywne chłodzenie płaskich boków. |
Jednolita grubość ścianek (>1 mm) w narożnikach. |
| Gryfy niecentralne Podczas rozciągania preformy ulegają wygięciu (efekt banana). |
Stół obrotowy indeksujący Precyzyjne sterowanie serwo. |
Orientacja preformy jest blokowana mechanicznie; zerowy dryft. |
| Rozjaśnianie zmętnienia/stresu Grube ściany stają się mleczne. |
Kontrola temperatury wtrysku Zintegrowane kanały gorącego przepływu i zawory odcinające. |
Krystalicznie czyste butelki PETG/PCTG o grubych ściankach. |
| Czas wymiany formy Duża różnorodność SKU w perfumerii. |
Szybkozłącze zaciskowe Pionowa konstrukcja zaciskowa. |
Pełne przezbrojenie w czasie krótszym niż 3 godziny, co zapewnia elastyczną produkcję. |

Przykłady butelek wielokątnych i o grubym dnie produkowanych na maszynach Ever-Power.
4. Typowe zastosowania podsegmentów w pielęgnacji osobistej
Nasz Maszyna do produkcji butelek PET w jednym kroku możliwości obejmują najbardziej wymagające wymagania geometryczne:
Fiolki wielokątne i geometryczne
Sześciokątne, ośmiokątne lub diamentowe butelki (15 ml – 100 ml) powszechnie stosowane w niszowych perfumach. Ostre krawędzie wymagają precyzyjnej kontroli przepływu materiału, aby uniknąć pęknięć naprężeniowych.
Butelki ekscentryczne (niecentralne)
Butelki, w których szyjka nie jest wyrównana z centralną osią korpusu. Niezbędne w przypadku ergonomicznych sprayów lub awangardowych projektów. Tylko One-Step ISBM gwarantuje pionowe ustawienie pręta rozciągającego w takich przypadkach.
„Wymiana szkła” o grubych ściankach
Fiolki na olejki eteryczne (5 ml – 30 ml) wykonane z PCTG lub PETG o grubości ścianek do 4 mm. Imitują one wagę i fakturę szkła, ale są odporne na stłuczenie, co ułatwia wysyłkę w handlu internetowym.
5. Najważniejsze cechy rozwiązania Ever-Power: Zaleta HGY-V4
W przypadku skomplikowanych kształtów zdecydowanie polecam Seria HGY-V4 (4-stanowiskowa)Podczas gdy nasze maszyny 3-stanowiskowe doskonale sprawdzają się w przypadku standardowych rund, architektura 4-stanowiskowa stanowi standard branżowy w przypadku trudnych geometrii.
Dlaczego V4? Magia dzieje się na Stacji 2 (Kondycjonowanie). Tutaj pozbawiamy preformę gradientów ciepła. Używając garnka lub rdzenia z kontrolowaną temperaturą, możemy stworzyć profil termiczny, w którym rogi kwadratowej butelki pozostają giętkie (gorące), a płaskie powierzchnie są chłodzone. Dzięki temu po zamknięciu formy rozdmuchowej tworzywo sztuczne rozciąga się w narożnikach, nie powodując nadmiernego ścieniania płaskich powierzchni.
Dane techniczne:
- Sterowanie serwomechanizmem: Wykorzystując 10 zestawów serwomechanizmów Inovance/Weichi zapewniających precyzyjne ruchy.
- Siła zacisku: Zacisk wtryskowy o sile do 400 kN umożliwiający formowanie wysokociśnieniowe grubych preform.
- Oszczędność energii: Opaski grzewcze nano-podczerwień zmniejszają zużycie energii o ~30% w porównaniu do opasek ceramicznych.
Cykl 4-stanowiskowy: Wtrysk -> Kondycjonowanie -> Rozciąganie -> Wyrzut.
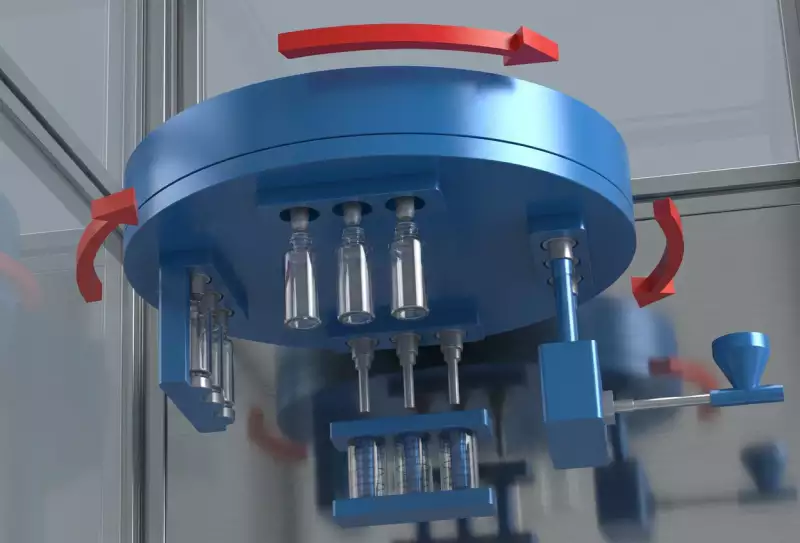
6. Podstawowe informacje techniczne dotyczące szybkości odczytu: proces 4-stanowiskowy
Stacja 1: Wtrysk
Stopiony PET/PCTG jest wtryskiwany do wnęki, aby uformować preformę. Wykończenie szyjki jest tutaj w pełni formowane do ostatecznej tolerancji.
Stacja 2: Kondycjonowanie (obcinanie ogonów/profilowanie temperatury)
Krytyczny etap dla złożonych kształtów. Preforma jest wyrównywana temperaturowo. Stosowane są zróżnicowane profile ogrzewania w celu przygotowania do rozciągania nieokrągłego.
Stacja 3: Formowanie metodą rozdmuchu z rozciąganiem
Napędzany serwomechanizmem pręt rozciąga preformę osiowo, natomiast sprężone powietrze rozszerza ją promieniowo w kierunku zimnych ścianek formy, zamrażając jej kształt.
Stacja 4: Wyrzut
Gotową butelkę oddziela się od pręta rdzeniowego za pomocą robota lub płyty oddzielającej, ustawiając ją pionowo w celu dalszego pakowania.
7. Notatki inżyniera z terenu: globalne historie sukcesu
[Francja] Perfumy luksusowe – „Skręcony” wielokąt
Wyzwanie: Perfumeria z siedzibą w Grasse potrzebowała butelki o pojemności 100 ml ze skrętem spiralnym o kącie 30 stopni. Formowanie dwuetapowe spowodowało niedopuszczalne przerzedzenie zewnętrznego promienia.
Rozwiązanie: HGY150-V4 z zaprogramowanymi profilami kondycjonowania.
Wynik: Uzyskano jednolitą grubość ścianki (>1,2 mm wszędzie). „System sterowania kondycjonowaniem Ever-Power uratował ten projekt”. – Pierre D., dyrektor produkcji.
[Dubaj, ZEA] Fiolka z olejkiem oudowym o grubych ściankach
Wyzwanie: Klient chciał fiolkę o pojemności 12 ml, która wyglądałaby jak solidne szkło kryształowe (z grubym dnem), ale byłaby niezniszczalna na czas transportu.
Rozwiązanie: Maszyna ISBM 3-stanowiskowa zoptymalizowany pod kątem PCTG o grubych ścianach.
Wynik: Wyprodukowano fiolkę o grubości dna 5 mm i zerowej mgiełce krystalizacyjnej.
[USA] Płaski opryskiwacz kieszeniowy
Wyzwanie: Produkcja płaskiej butelki na płyn dezynfekujący w kształcie karty kredytowej. Standardowe formowanie rozdmuchowe spowodowało efekt „dog-boning” (grube krawędzie, cienki środek).
Rozwiązanie: Specjalnie zaprojektowane pręty z owalnym rdzeniem i potencjometry kondycjonujące w modelu HGY200-V4.
Wynik: Udane uformowanie milionów jednostek dla dużej sieci detalicznej przy wskaźniku odpadów <0,5%.
[Korea Południowa] Ekscentryczna butelka serum
Wyzwanie: Niecentralna konstrukcja szyjki powodowała uderzanie pręta rozciągającego w ścianki preformy w maszynie konkurencji.
Rozwiązanie: Sztywny, obrotowy stół napędzany serwomechanizmem firmy Ever-Power gwarantuje idealne ustawienie.
Wynik: Osiągnięto koncentryczność 100%, co pozwala na szybkie, zautomatyzowane napełnianie.
[Brazylia] Kroplomierz do olejków eterycznych
Wyzwanie: Duża liczba pęknięć szklanych butelek podczas transportu do regionu Amazonii.
Rozwiązanie: Przejście na Amber PET przy użyciu Ever-Power ISBM.
Wynik: Uszkodzenia podczas transportu zredukowane do zera; koszty transportu obniżone o 60% ze względu na niższą wagę.

Nasz najnowocześniejszy obiekt o powierzchni 20 000 m kw. w mieście Qingyuan.
8. Analiza wartości dla klienta i zwrotu z inwestycji
Inwestowanie w dedykowane Maszyna do formowania rozdmuchowego ISBM w przypadku skomplikowanych kształtów przynosi znaczne zyski finansowe:
- Efektywność energetyczna: Wyeliminowanie pieca do podgrzewania (stosowanego w trybie dwuetapowym) zmniejsza zużycie energii o ~40%. W przypadku urządzenia pracującego 24/7 pozwala to zaoszczędzić około $15 000–$20 000 USD rocznie.
- Oszczędności materiałowe: Jednoetapowy proces generuje minimalną ilość odpadów (wytłoki są często ponownie szlifowane na bieżąco). Konwersja „szkła na plastik” zmniejsza wagę przesyłki o ~85%.
- Ceny premium: Możliwość formowania unikalnych, nieokrągłych kształtów pozwala markom na oferowanie wyższej ceny. Niestandardowa butelka wielokątna może być trzykrotnie droższa niż standardowa butelka okrągła.
10. Opakowanie jednoetapowe kontra dwuetapowe: werdykt w sprawie opakowań kosmetycznych
| Funkcja | Ever-Power One-Step (ISBM) | Tradycyjny dwuetapowy (podgrzewanie) |
|---|---|---|
| Złożone kształty | Doskonały (Stacja kondycjonowania) | Słaby (Jednolite podgrzewanie ogranicza kształtowanie) |
| Jakość powierzchni | Dziewiczy (Brak kontaktu) | Zarysowany (obracanie się preformy) |
| Efektywność energetyczna | Wysoki (zachowuje ciepło wtrysku) | Niski (wymaga gruntownego podgrzania) |
| Wymagania dotyczące przestrzeni | Kompaktowy (Jedna maszyna) | Duży (wtrysk + dmuchawa podgrzewająca) |
| Higiena | Jałowy (Pętla zamknięta) | Ryzyko skażenia podczas przechowywania |
11. [Globalne] Zgodność z przepisami i bezpieczeństwo
Import maszyn do produkcji kosmetyków o wysokiej wartości wymaga ścisłego przestrzegania międzynarodowych standardów. Maszyny Ever-Power zostały zaprojektowane tak, aby ułatwić sprawną odprawę celną i zapewnić bezpieczną obsługę:
- ✅ Oznakowanie CE (Europa): Zgodność z Dyrektywą Maszynową 2006/42/WE oraz Dyrektywą Niskonapięciową. Niezbędne dla naszych klientów we Francji i Włoszech.
- ✅ Normy UL (USA/Kanada): Wykorzystujemy podzespoły elektryczne z certyfikatem UL (Schneider, Rockwell), aby zapewnić zgodność z północnoamerykańskimi normami bezpieczeństwa.
- ✅ Bezpieczeństwo kontaktu z żywnością: Wszystkie śruby, bębny i formy wykonane są z wysokiej jakości stali nierdzewnej, zgodnej z normą FDA 21 CFR 177.1630 dotyczącą kontaktu z PET.
12. Porównanie marek: Ever-Power kontra The Giants
Szanujemy pionierów takich jak ASB i Aoki. Ever-Power oferuje jednak strategiczną przewagę zwinnym producentom:
| Poziom technologiczny | Porównywalna architektura rotacyjna z 4 stacjami. Kompatybilna z wieloma formami typu ASB-12M. |
| Koszt inwestycji | 40-50% Niższe nakłady inwestycyjne niż japońskie odpowiedniki. Szybszy zwrot z inwestycji. |
| Czas realizacji | Średnio 60–90 dni w porównaniu do 6–12 miesięcy u konkurencji. |
*Zastrzeżenie: ASB i Aoki są znakami towarowymi ich odpowiednich właścicieli. Odniesienia służą wyłącznie celom porównawczym.
13. FAQ: Eksperckie odpowiedzi dla kupujących B2B
Czy mogę używać przetworzonego tworzywa PET (rPET) do produkcji butelek na kosmetyki?
Tak, nasze maszyny są zoptymalizowane pod kątem rPET. Jednak w przypadku butelek perfum o wysokiej przejrzystości zalecamy mieszanie lub stosowanie wysokiej jakości rPET, aby uniknąć żółknięcia. Nasze ślimaki są zaprojektowane tak, aby sprostać właściwościom topienia rPET.
Jaki jest czas wymiany formy?
W przypadku serii HGY-V4, kompletna wymiana formy (wtrysk, kondycjonowanie, rozdmuchiwanie, warga) zajmuje około 3-4 godzin i jest realizowana przez przeszkolony zespół. Zapewniamy suwnicę do form i narzędzia do szybkiej wymiany.
Czy potrzebuję chłodziarki?
Tak. Aby zapobiec krystalizacji (zmętnieniu) w grubościennych butelkach perfum i skrócić czas cyklu, wymagane jest wydajne chłodzenie formy wtryskowej i stanowiska kondycjonowania. Możemy pomóc w doborze odpowiedniego rozmiaru.
Czy mogę produkować butelki owalne i kwadratowe na tej samej maszynie?
Zdecydowanie. Maszyna pozostaje ta sama; wystarczy wymienić tylko formy i pojemniki kondycjonujące, aby uzyskać nowy kształt.
Jaka jest żywotność formy?
Nasze formy wykonane są z wysokiej jakości stali nierdzewnej S136. Przy odpowiedniej konserwacji wytrzymują ponad 3 miliony strzałów.
Czy oferujecie instalację?
Tak, wysyłamy doświadczonych inżynierów do Twojej fabryki w celu instalacji, uruchomienia i szkolenia. Nie opuścimy Cię, dopóki produkcja nie będzie przebiegać zgodnie z gwarantowanym cyklem.
Jakie materiały mogę uruchomić?
Seria HGY obsługuje PET, PETG, PCTG, PC, PP i Tritan. Oferujemy specjalne konstrukcje ślimaków do różnych materiałów.
Jak postępujesz z częściami zamiennymi?
Używamy komponentów o światowych standardach (Yaskawa, Parker, Yuken), dostępnych lokalnie w większości krajów. Części firmowe wysyłamy za pośrednictwem DHL/FedEx w ciągu 24 godzin.
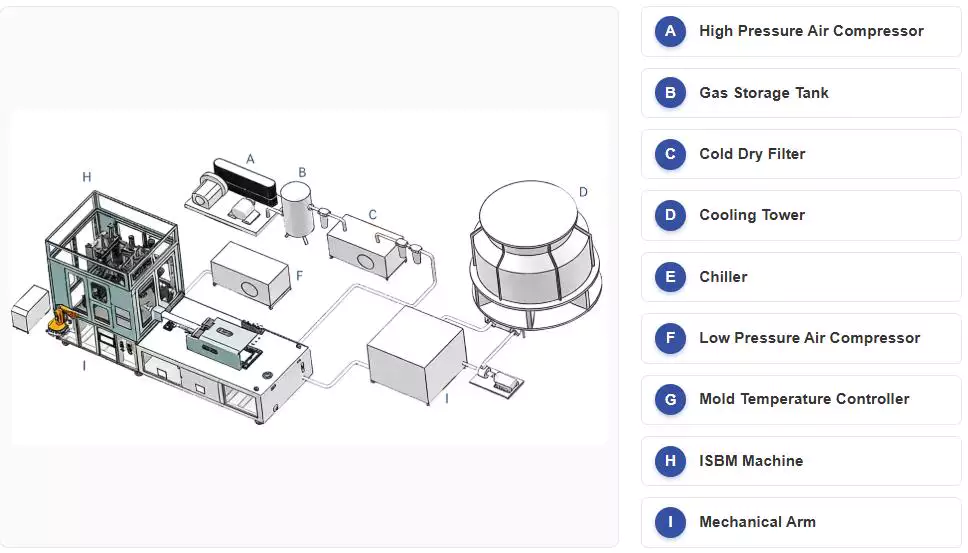
14. Niezbędny towarzysz: bezolejowe sprężarki powietrza
Dla wysokiej jakości Maszyna do formowania wtryskowego z rozciąganiem i rozdmuchiwaniem W przypadku operacji jakość sprężonego powietrza jest priorytetem. Nawet śladowa ilość oleju w powietrzu może zepsuć przejrzystość butelki perfum lub spowodować odrzucenie produktu w zastosowaniach spożywczych.
Produkujemy i dostarczamy zintegrowane Bezolejowe sprężarki powietrza wysokociśnieniowe (3,0-4,0 MPa) specjalnie skalibrowane do naszych maszyn ISBM, co gwarantuje, że Twoje opakowanie pozostanie wolne od zanieczyszczeń.

Gotowy na zmianę wyglądu swojej linii kosmetyków?
Nie pozwól, aby skomplikowane projekty ograniczały Twój potencjał. Współpracuj z ekspertami, którzy rozumieją fizykę formowania skomplikowanych kształtów.

























