1. Engenharia do Não Convencional: O Desafio das Complexas Embalagems Cosméticas
Nos meus 20 anos de experiência em engenharia de campo na indústria de processamento de polímeros, testemunhei uma mudança definitiva no mercado de embalagens de luxo. As marcas não se contentam mais com os frascos cilíndricos padrão. Para se diferenciarem nas prateleiras lotadas da Sephora ou das lojas duty-free, os designers estão buscando... quadrados, triângulos, polígonos e pescoços excêntricos (descentrados)Embora esses designs sejam visualmente atraentes, representam um desafio significativo de fabricação, principalmente para materiais PET e PCTG.
A principal dificuldade na moldagem de um frasco não circular — por exemplo, um frasco de perfume quadrado — é a distribuição do material. Em um processo tradicional, o plástico se estica primeiro nas laterais planas e, por último, nos cantos. Sem intervenção precisa, isso resulta em deformações (laterais grossas e cantos extremamente finos) ou em manchas brancas devido à tensão (opacidade) nas bordas. As máquinas de reaquecimento em duas etapas padrão apresentam dificuldades nesse aspecto, pois aplicam um perfil de calor uniforme a uma pré-forma circular, esperando que a física resolva o problema. Raramente isso acontece.
É aqui que o Máquina de moldagem por sopro em uma única etapa A tecnologia ISBM deixa de ser apenas uma opção e passa a ser uma necessidade. Ao utilizar um processo de 4 estações que inclui uma estação dedicada Estação de condicionamentoPodemos manipular o histórico térmico da pré-forma. Podemos manter os cantos aquecidos e resfriar as faces planas antes da extrusão, garantindo uma espessura de parede uniforme mesmo nas geometrias mais complexas.
2. Por que formas complexas exigem a tecnologia ISBM de etapa única
Para perfumes e óleos essenciais de alta qualidade, o Máquina ISBM de 4 estações Oferece três vantagens essenciais que a moldagem por sopro com reaquecimento (RBM) não consegue igualar:
- 1. Aquecimento e Condicionamento Diferencial: A criação de uma garrafa quadrada a partir de uma pré-forma redonda requer "aquecimento preferencial". Nossa estação de condicionamento utiliza hastes de núcleo e recipientes de condicionamento para adicionar ou remover calor seletivamente de zonas específicas da pré-forma. antes O material entra no molde de sopro. Isso permite que o plástico preencha os cantos sem ficar mais fino.
- 2. Concentricidade e precisão do pescoço: Os frascos de perfume geralmente apresentam colares metálicos pesados ou bombas de encaixe que exigem uma tolerância de ±0,05 mm. No processo ISBM, o gargalo é moldado por injeção e mantido no lugar pela cavidade do lábio durante todo o processo. Ele nunca sai do mandril, garantindo concentricidade absoluta para designs excêntricos (descentralizados).
- 3. Integridade da Superfície (A Aparência “Cristalina”): Consumidores de produtos de luxo esperam que o plástico tenha a aparência do vidro. Em um processo de duas etapas, as pré-formas giram em um funil, acumulando microarranhões. Em nosso processo de uma única etapa, a pré-forma é moldada e soprada sem nunca entrar em contato com outra superfície, resultando em um acabamento impecável e sem imperfeições.
3. Requisitos Essenciais da Indústria vs. Soluções Técnicas Ever-Power
| Pontos problemáticos de formato complexo | Solução tecnológica Ever-Power ISBM | Resultado da Engenharia |
|---|---|---|
| Afinamento dos cantos Garrafas quadradas quebram facilmente nos cantos. |
Estação de Condicionamento (Estação 2) Resfriamento seletivo de lados planos. |
Distribuição uniforme da espessura da parede (>1mm) nos cantos. |
| Pescoços descentrados As pré-formas dobram durante o estiramento (efeito banana). |
Mesa de indexação rotativa Controle servo de precisão. |
A orientação da pré-forma é travada mecanicamente; deriva zero. |
| Clareamento de névoa/estresse As paredes espessas ficam leitosas. |
Controle de temperatura de injeção Sistema integrado de canais quentes e válvulas de controle. |
Garrafas PETG/PCTG de parede espessa e cristalinas. |
| Tempo de troca de molde Grande variedade de SKUs na perfumaria. |
Fixação de troca rápida Estrutura de fixação vertical. |
Troca completa em menos de 3 horas para uma produção flexível. |

Exemplos de garrafas poligonais e de fundo grosso produzidas em máquinas Ever-Power.
4. Aplicações típicas de subsegmentos em cuidados pessoais
Nosso Máquina de Garrafas PET de Um Passo As capacidades abrangem os requisitos geométricos mais exigentes:
Frascos poligonais e geométricos
Frascos hexagonais, octogonais ou em forma de diamante (15 ml a 100 ml) são comumente usados para perfumes de nicho. As arestas vivas exigem um controle preciso do fluxo de material para evitar fissuras por tensão.
Garrafas excêntricas (descentralizadas)
Frascos cujo gargalo não está alinhado com o eixo central do corpo. Essencial para sprays ergonômicos ou designs de vanguarda. Somente o sistema One-Step ISBM garante o alinhamento vertical da haste de extensibilidade nesses casos.
Substituição de vidro de parede espessa
Frascos para óleos essenciais (5ml – 30ml) fabricados em PCTG ou PETG com espessura de parede de até 4mm. Estes imitam o peso e a sensação do vidro, mas oferecem resistência à quebra, ideal para envios de comércio eletrônico.
5. Principais vantagens da solução Ever-Power: A vantagem do HGY-V4
Para formas complexas, recomendo vivamente o Série HGY-V4 (4 estações)Embora nossas máquinas de 3 estações sejam excelentes para formatos padrão, a arquitetura de 4 estações é o padrão da indústria para geometrias complexas.
Por que o V4? A mágica acontece na Estação 2 (Condicionamento). Aqui, removemos os gradientes de temperatura da pré-forma. Usando um recipiente ou núcleo com temperatura controlada, podemos criar um perfil térmico onde os cantos de uma garrafa quadrada permanecem maleáveis (quentes) enquanto as faces planas são resfriadas. Isso garante que, quando o molde de sopro se fecha, o plástico se estique nos cantos sem afinar demais as faces planas.
Especificações técnicas:
- Controle Servo: Utilizando 10 conjuntos de servossistemas Inovance/Weichi para movimentos precisos.
- Força de aperto: Força de fechamento por injeção de até 400 kN para lidar com a moldagem de alta pressão de pré-formas espessas.
- Economia de energia: As faixas de aquecimento nano-infravermelho reduzem o consumo de energia em cerca de 30% em comparação com as faixas cerâmicas.
Ciclo de 4 Estações: Injeção -> Condicionamento -> Alongamento -> Sopro -> Ejeção.
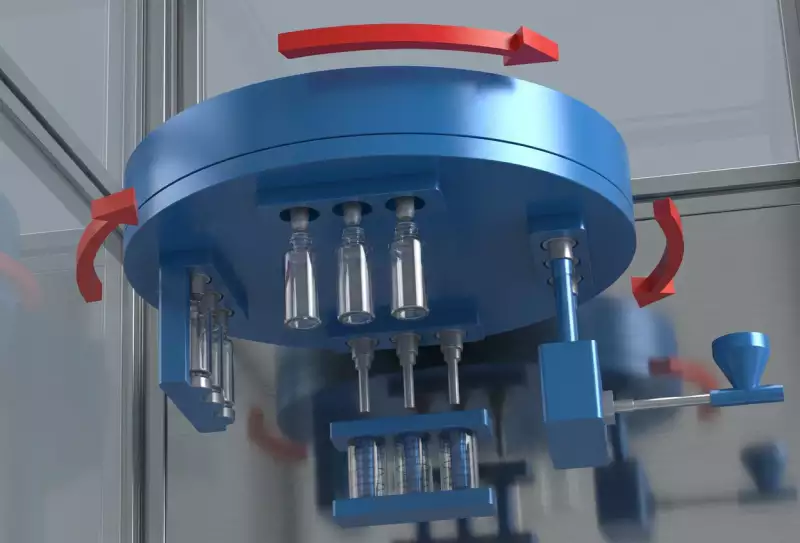
6. Leitura Técnica Rápida Essencial: O Processo de 4 Estações
Estação 1: Injeção
O PET/PCTG fundido é injetado em uma cavidade para formar a pré-forma. O acabamento do gargalo é totalmente formado aqui, atingindo a tolerância final.
Estação 2: Condicionamento (Corte da Cauda/Perfil de Temperatura)
A etapa crucial para formas complexas. A pré-forma é homogeneizada termicamente. Perfis de aquecimento diferencial são aplicados para preparar o estiramento não circular.
Estação 3: Moldagem por sopro com estiramento
Uma haste acionada por servomotor estica a pré-forma axialmente, enquanto o ar de alta pressão a expande radialmente contra as paredes frias do molde para fixar a forma.
Estação 4: Ejeção
A garrafa finalizada é separada da haste central por um robô ou placa extratora, orientada na vertical para posterior embalagem.
7. Anotações de Campo de um Engenheiro: Histórias de Sucesso Global
[França] Perfumaria de Luxo – O Polígono “Torcido”
Desafio: Uma perfumaria sediada em Grasse precisava de um frasco de 100ml com uma espiral de 30 graus. A moldagem em duas etapas causou um afinamento inaceitável no raio externo.
Solução: HGY150-V4 com perfis de condicionamento programados.
Resultado: Obteve-se espessura de parede uniforme (>1,2 mm em toda a extensão). “O sistema de controle de condicionamento de energia da Ever-Power salvou este projeto.” – Pierre D., Diretor de Produção.
[Dubai, Emirados Árabes Unidos] Frasco de óleo de oud de parede espessa
Desafio: O cliente queria um frasco de 12ml que parecesse de cristal maciço (com fundo pesado), mas que fosse inquebrável para o transporte.
Solução: Máquina ISBM de 3 estações Otimizado para PCTG de parede espessa.
Resultado: Produzimos um frasco com base de 5 mm de espessura e sem qualquer turbidez devido à cristalização.
[EUA] Pulverizador de bolso plano
Desafio: Produção de um frasco de desinfetante para as mãos plano, no formato de um cartão de crédito. A moldagem por sopro padrão resultou em um formato "osso de cachorro" (bordas grossas e centro fino).
Solução: Hastes de núcleo oval personalizadas e recipientes de condicionamento no HGY200-V4.
Resultado: Moldamos com sucesso milhões de unidades para uma grande rede varejista com uma taxa de refugo inferior a 0,5%.
[Coreia do Sul] Frasco de soro excêntrico
Desafio: Um projeto de gargalo descentralizado estava fazendo com que a haste de estiramento atingisse a parede da pré-forma em uma máquina concorrente.
Solução: A mesa rotativa rígida com servoacionamento da Ever-Power garante um alinhamento perfeito.
Resultado: Concentricidade 100% alcançada, permitindo enchimento automatizado de alta velocidade.
[Brasil] Conta-gotas para óleo essencial
Desafio: Altos índices de quebra de garrafas de vidro durante o transporte para a região amazônica.
Solução: Transição para PET âmbar utilizando Ever-Power ISBM.
Resultado: Danos no transporte reduzidos a zero; custos de frete reduzidos em 60% devido ao peso mais leve.

Nossas instalações de última geração abrangem 20.000 m² na cidade de Qingyuan.
8. Análise de Valor para o Cliente e Retorno sobre o Investimento (ROI)
Investir em um dedicado Máquina de moldagem por sopro ISBM Para formas complexas, proporciona retornos financeiros significativos:
- Eficiência energética: Eliminar o forno de reaquecimento (usado em duas etapas) reduz o consumo de energia em aproximadamente 40%. Para uma máquina funcionando 24 horas por dia, 7 dias por semana, isso representa uma economia de aproximadamente $15.000 a $20.000 USD por ano.
- Economia de materiais: O processo em uma única etapa gera um mínimo de resíduos (os canais de alimentação são frequentemente remoidos na linha de produção). A conversão de "vidro para plástico" reduz o peso de envio em aproximadamente 85%.
- Preços Premium: A capacidade de moldar formatos únicos e não circulares permite que as marcas cobrem um preço premium. Uma garrafa poligonal personalizada pode custar até 3 vezes mais que uma garrafa redonda padrão.
10. Uma ou duas etapas: o veredito sobre embalagens de cosméticos
| Recurso | Ever-Power One-Step (ISBM) | Método tradicional em duas etapas (reaquecimento) |
|---|---|---|
| Formas complexas | Excelente (Estação de Condicionamento) | Ruim (Reaquecimento uniforme limita a conformação) |
| Qualidade da superfície | Imaculado (Sem contato) | Arranhado (pré-forma de polimento) |
| Eficiência energética | Alto (Retém o calor da injeção) | Baixo (Requer reaquecimento intenso) |
| Requisitos de espaço | Compactar (Uma máquina) | Grande (Injeção + Soprador de Reaquecimento) |
| Higiene | Estéril (Circuito fechado) | Risco de contaminação durante o armazenamento |
11. [Global] Conformidade Regulatória e Segurança
A importação de máquinas para a produção de cosméticos de alto valor agregado exige o cumprimento rigoroso das normas internacionais. As máquinas Ever-Power são projetadas para facilitar o desembaraço aduaneiro e garantir uma operação segura.
- ✅ Marcação CE (Europa): Em conformidade com a Diretiva de Máquinas 2006/42/CE e a Diretiva de Baixa Tensão. Essencial para os nossos clientes em França e em Itália.
- ✅ Normas UL (EUA/Canadá): Utilizamos componentes elétricos com certificação UL (Schneider, Rockwell) para garantir a conformidade com as normas de segurança norte-americanas.
- ✅ Segurança no contato com alimentos: Todos os parafusos, cilindros e moldes são fabricados em aço inoxidável de alta qualidade, em conformidade com a norma FDA 21 CFR 177.1630 para contato com PET.
12. Comparação de marcas: Ever-Power vs. The Giants
Respeitamos pioneiros como a ASB e a Aoki. No entanto, a Ever-Power oferece uma vantagem estratégica para fabricantes ágeis:
| Nível tecnológico | Arquitetura rotativa de 4 estações comparável. Compatível com muitos moldes do tipo ASB-12M. |
| Custo do investimento | 40-50% CAPEX inferior do que os concorrentes japoneses. Retorno sobre o investimento mais rápido. |
| Tempo de espera | Em média, 60 a 90 dias, contra 6 a 12 meses para os concorrentes. |
*Aviso: ASB e Aoki são marcas registradas de seus respectivos proprietários. As referências são apenas para fins de comparação técnica.
13. Perguntas frequentes: Respostas de especialistas para compradores B2B
Posso usar PET reciclado (rPET) para frascos de cosméticos?
Sim, nossas máquinas são otimizadas para rPET. No entanto, para frascos de perfume de alta transparência, recomendamos a mistura ou o uso de rPET de alta qualidade para evitar o amarelamento. Nossos parafusos são projetados para lidar com as características de fusão do rPET.
Qual é o tempo de troca do molde?
Para a série HGY-V4, uma troca completa de molde (injeção, condicionamento, sopro, borda) leva aproximadamente de 3 a 4 horas com uma equipe treinada. Fornecemos um guindaste para moldes e ferramentas de troca rápida.
Preciso de um resfriador?
Sim. Para evitar a cristalização (turvação) em frascos de perfume de paredes espessas e reduzir o tempo de ciclo, é necessário um resfriamento potente para o molde de injeção e a estação de condicionamento. Podemos ajudá-lo a dimensionar isso.
Posso produzir garrafas ovais e quadradas na mesma máquina?
Com certeza. A máquina permanece a mesma; você só precisa trocar os moldes e os recipientes de condicionamento para que se adaptem ao novo formato.
Qual é o tempo de vida do mofo?
Nossos moldes são fabricados em aço inoxidável S136 de alta qualidade. Com a manutenção adequada, eles são projetados para mais de 3 milhões de disparos.
Vocês oferecem serviço de instalação?
Sim, enviamos engenheiros seniores às suas instalações para instalação, comissionamento e treinamento. Só saímos quando a produção estiver em pleno funcionamento, dentro do tempo de ciclo garantido.
Que materiais posso usar?
A série HGY é compatível com PET, PETG, PCTG, PC, PP e Tritan. Temos modelos de rosca específicos para diferentes materiais.
Como vocês lidam com peças de reposição?
Utilizamos componentes padrão globais (Yaskawa, Parker, Yuken) disponíveis localmente na maioria dos países. Para peças proprietárias, enviamos via DHL/FedEx em até 24 horas.
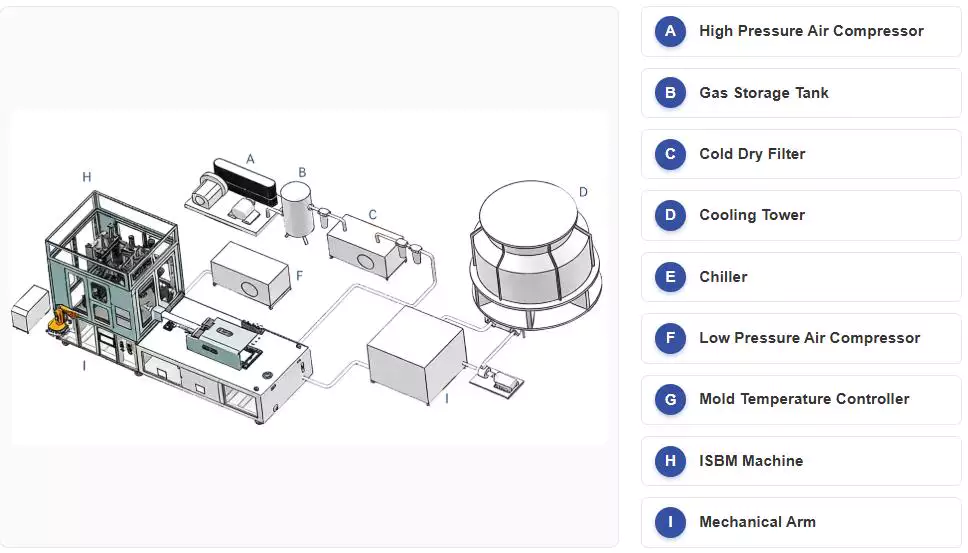
14. Companheiro essencial: Compressores de ar isentos de óleo
Para alta qualidade Máquina de Moldagem por Injeção e Estiramento com Sopro Em operações industriais, a qualidade do ar comprimido é fundamental. Mesmo um vestígio de óleo no ar expelido pode comprometer a transparência de um frasco de perfume ou causar rejeição em aplicações na área de alimentos.
Fabricamos e fornecemos sistemas integrados. Compressores de ar de alta pressão isentos de óleo (3,0-4,0 MPa) especificamente calibrado para nossas máquinas ISBM, garantindo que sua embalagem permaneça livre de contaminantes.

Pronto para reformular sua linha de cosméticos?
Não deixe que designs complexos limitem seu potencial. Trabalhe em parceria com especialistas que entendem a física da moldagem de formas complexas.

























