
描述
一步式吹塑机 HGY200-V4-B:AOKI-250 兼容的重型 ISBM 解决方案
由 Ever-power 精心打造 | 四工位精密加工 | 300KN 注塑夹紧力 | 250KN 吹塑夹紧力
工程概述:打破模态兼容性障碍
在我二十年优化聚合物加工生产线的经验中,我遇到的最常见瓶颈并非周期时间,而是模具的灵活性。许多制造商都被昂贵的生态系统所束缚。 HGY200-V4-B 这是Ever-power公司针对这一挑战提出的战略解决方案。这是一款重型四站式设备。 一步吹塑机 专门设计用于 完全兼容日本AOKI-250模具.
这台机器动力强劲。与标准的四工位机型不同,V4-B 型号经过强化,能够处理大量的空化(小型样品瓶最多可容纳 12 个空腔)和重型容器。它拥有…… 300KN 注射夹紧力 以及升级版 250KN 吹气夹紧力 (高于标准 V4 的 200KN)。这种额外的夹紧力使得即使使用 PC 或 PCTG 等高粘度材料,也能生产广口瓶和厚壁化妆品容器,而不会出现分型线膨胀或飞边。它是终极之选。 一步式PET瓶机 适用于希望利用现有高价值日本模具扩大产能的制造商。

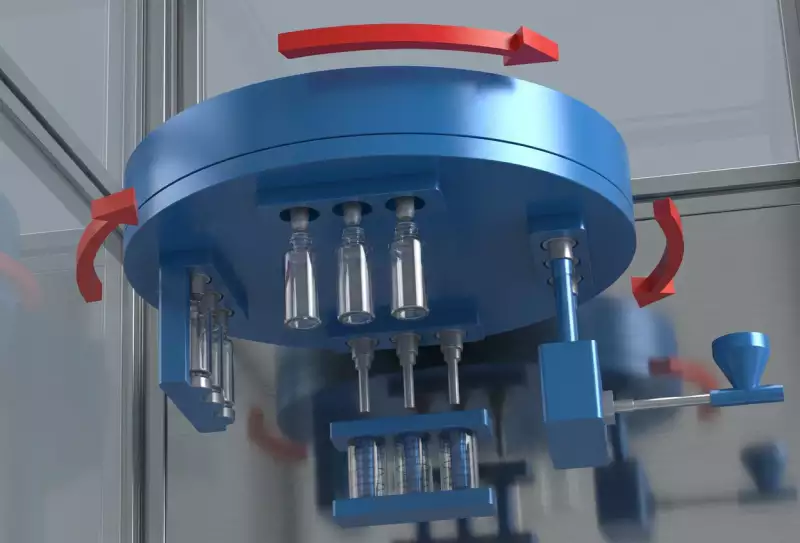
图 1:Ever-power HGY200-V4-B(AOKI-250 兼容型号)
1. 技术标准配置
我们在动力学和热控制方面绝不妥协。HGY200-V4-B 集成了全球顶尖的工程组件,以确保其可靠性能够与它所配套的日本机器相媲美。
| 系统/组件 | 品牌/规格 |
|---|---|
| 伺服系统 | 3套伺服泵系统 |
| 伺服电机功率 | 49.2千瓦(Inovance / WEICHI) |
| 控制系统(PLC) | Inovance / MIRLE(高速逻辑处理) |
| 转盘旋转 | 日本安川伺服或台湾伟创伺服+村田减速机 |
| 吹塑结构 | 液压缸或双伺服电机模具阻尼系统,带高压补偿 |
| 高压阀 | 派克(美国) |
| 气缸 | Airtak(德国/台湾技术) |
| 温度控制 | 集成控制箱(高精度,确保粘度一致) |
| 液压控制 | 裕肯(台湾)压力控制阀 |
| 螺杆加热 | 纳米远红外节能加热环(15千瓦) |
| 注射单元控制 | 单缸控制(可选液压或伺服熔炼电机) |
| 模具兼容性 | 兼容日本AOKI-250模具 |
| 总功率 | 64.2千瓦 |
2. 机器参数:重型规格
V4-B 中的“B”代表性能增强。请注意,与标准型号相比,其注射重量(442 克)和吹气夹紧力(250 千牛)均有所增加,专为满足 AOKI 工具的严苛要求而设计。
| 范围 | 价值 |
|---|---|
| 螺纹直径 | 50毫米(标准)/ 可选:40毫米、55毫米、60毫米 |
| 理论注入能力 | 442克 (大容量) |
| 注射夹紧力 | 300千牛 |
| 吹气夹紧力 | 250千牛 (升级版,适用于重型模具) |
| 上模行程 | 600毫米 |
| 下模行程 | 350毫米 |
| 体温调节核心冲刺 | 300毫米 |
| 温度调节枪管行程 | 350毫米 |
| 击球 | 175毫米 |
| 吹气核心冲刺 | 300毫米 |
| 吹塑模压 | 75 + 75 毫米 |
| 油罐容积 | 300升 |
| 机器尺寸(长*宽*高) | 4800 x 2000 x 3800 毫米 |
| 机器重量 | 13吨 |
生产能力:从罐装到瓶装,用途广泛
| 产品数量(腔体) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|
| 最大瓶身直径(毫米) | 118 | 110 | 105 | 100 | 68 | 65 | 48 | 45 | 38 | 26 |
| 最大瓶身高度(毫米) | 280(身高增加) | 150 | 100 | |||||||
| 颈部直径(毫米) | 90 | 90 | 90 | 65 | 38 | 32 | 26 | 25 | 23 | 15 |
| 最大瓶装容量(毫升) | 2500 | 1500 | 900 | 750 | 350 | 200 | 100 | 50 | 30 | 20 |
| 最大瓶重(克) | 150 | 65 | 45 | 35 | 30 | 28 | 25 | 20 | 15 | 10 |
四工位工艺原理:ISBM 的优势
这 ISBM吹塑机 通过控制聚合物的热历史,最大限度地提高质量。HGY200-V4-B 采用四工位旋转工作台布局,确保预成型件在拉伸前被精确地调节到最佳温度。
1. 注射站
将PET/PCTG注入腔内。 300KN夹紧力 这一点至关重要,它允许进行高压注射,从而制造出精密的颈部和薄壁预成型件,而不会产生飞边。
2. 调节站
这是四工位工艺的核心。预成型坯经过热平衡处理。我们可以加热坯芯或冷却坯皮,从而打造出完美轮廓,适用于椭圆形瓶身或偏颈等复杂形状。
3. 拉伸和吹
拉伸杆使预成型件沿轴向伸展,同时空气使其沿径向膨胀。升级后的 250KN 吹气夹紧力 确保模具在高压下保持闭合,消除分型线。
4. 弹射
成品容器从唇模中取出。HGY200-V4-B 具有加长的取出行程(175 毫米),可容纳更高的瓶子(最高 280 毫米)。
为什么选择HGY200-V4-B?核心优势
- ✓
AOKI-250 模具兼容性: 这是其核心特性。我们精心设计了压板尺寸、拉杆间距和行程长度,使其与AOKI-250完美匹配。您可以立即使用原有模具。 - ✓
超强夹持力: 该机器采用 300KN 注射和 250KN 吹塑夹紧,性能优于市场上的标准替代品,确保无飞边地生产重型罐体。 - ✓
能量动力学: 我们使用纳米远红外加热环(15KW),其温度比标准陶瓷加热器更高、更快,可节省约 30% 的加热成本。 - ✓
多功能性: 从12格眼药水瓶到4格750毫升运动水壶,该机器都能适应。更高的瓶子高度限制(280毫米)开拓了新的市场领域。

战略分析:一步式系统与两步式系统
| 比较维度 | 永动力一步式ISBM | 传统两步法(再加热) |
|---|---|---|
| 流程图 | 树脂 -> 瓶子(一体式) | 树脂 -> 预成型件 -> 冷却 -> 再加热 -> 装瓶 |
| 能源效率 | 高的 (采用潜热注入) | 低(浪费能源再加热预成型件) |
| 表面质量 | 完美无瑕 (无磨损/划痕) | 预成型件运输过程中可能出现划痕 |
| 适用材料 | PET、PETG、PC、Tritan、PPSU、PP | 主要限于PET/PP |
| 空间需求 | 紧凑型(单机) | 大型(需要注射装置+吹气装置+储罐) |
| 废品率 | 低(闭环反馈) | 较高(预成型缺陷 + 吹气缺陷) |
行业应用
高端化妆品
这 一步注塑吹塑成型 只有采用这种工艺才能使厚壁化妆品罐达到玻璃般的透明度。HGY200-V4-B 的 250KN 吹塑夹具消除了低端机器常见的“分模线可见”问题。
制药
从20毫升眼药水瓶(12个凹槽)到500毫升糖浆瓶,非接触式“颗粒到瓶”工艺确保达到ISO标准的卫生水平。
Tritan™ 和运动水壶
Tritan 和 PC 需要精确的温度控制以避免出现雾化现象。我们的四工位温控系统能够实现精确的温度曲线控制,从而保持这些昂贵树脂的透明度。

电源系统选型总结:Ever-power 与 AOKI/ASB 的比较
我们尊重日本的先驱者。然而,永能科技提供了一个极具吸引力的替代方案: 95% 的性能,投资成本为 60%。
永动力保障: HGY200-V4-B并非“廉价仿制品”。它同样采用安川伺服电机、派克阀门和NSK螺杆。我们只是优化了生产成本。
ROI案例:化妆品罐制造商
从采购预成型件转向内部生产 一步吹塑成型设备 设置:
- 节省模具成本: 如果您已经拥有 AOKI-250 模具,则无需新模具,即可立即节省 $30,000-$50,000。
- 材料节省: 颗粒成本比预制件成本低约 25%。
- 投资回收期: 利用现有模具,投资回报期通常可在 10 个月内实现。
【全球】极端条件韧性
针对不同气候条件下的客户,HGY200-V4-B 配备了先进的液压油冷却回路。无论您是在东南亚潮湿的夏季还是俄罗斯严寒的冬季作业,该系统都能将油温稳定在 40-50°C,从而确保夹紧压力和循环时间的一致性。
遵守: 可根据要求提供CE认证和UL电气标准认证。
工程师常见问题解答
我的AOKI-250模具真的可以直接使用,无需任何改造吗?
是的。压板布局、拉杆间距和开窗孔径都经过精心设计,确保匹配。在极少数情况下,对于非常老旧的模具,可能需要一些小型适配板,但AOKI-250模具的99%型压板可以直接安装。
最大弹丸重量是多少?
该机器的理论注射容量为 442 克,远高于许多标准竞争对手,可以制造壁非常厚的豪华容器。
你们提供安装服务吗?
是的,我们会派遣工程师到世界各地进行安装、调试和员工培训。
全球案例研究:工程师现场笔记

泰国:改造成功案例
“我们之前有5台AOKI机器,需要扩充设备。HGY200-V4-B完美适配我们现有的模具。” 曼谷工厂经理

巴西:沉重的罐子
“250KN的吹塑夹具解决了我们200克装乳霜罐上的闪光问题。” 技术总监,圣保罗

德国:节能
“与我们之前的液压装置相比,伺服系统为我们节省了35%的电费。” 汉堡运营主管

越南:高音量
“12个眼药水供应点全天候稳定运行。” 生产主管,河内
滑动查看更多客户成功案例
完善您的生产线
使用我们专业的设备,确保您的吹扫过程使用无污染空气。 无油空气压缩机.




























