1. 工程化无菌精准:制药行业向一步式ISBM的转变
在我20年的医疗包装行业工程经验中,我见证了一场重大变革。过去那种采用基础挤出吹塑工艺生产高端眼科产品的日子正在一去不复返。为什么?因为现代制药行业对公差要求更高、无菌保证水平(SAL)更高,并且绝对不含任何颗粒物。
对于眼药水瓶(眼科用药瓶),特别是5毫升至15毫升规格的眼药水瓶而言,挑战虽小却意义重大。传统的两步工艺或挤出法往往难以应对这些挑战。 颈部精细加工眼药水瓶泄漏不仅仅是产品缺陷,更是无菌操作违规,可能导致整批产品召回。此外,挤出过程中产生的闪光会产生颗粒物风险,这在洁净室环境中是不可接受的。
这里是 一步吹塑机 (ISBM) 技术彻底改变了行业格局。通过将瓶坯注射和吹瓶集成到一个封闭、保温的循环系统中,我们消除了人为干预和环境暴露。对于制药巨头而言,这不仅仅是一台机器,更是一项合规策略。
2. 为什么眼科包装需要一步式ISBM
眼药水瓶的结构看似简单,实则不然。瓶颈、滴管(喷嘴)和防篡改瓶盖之间的配合堪称工程奇迹,其公差通常小于±0.05毫米。
- 注塑成型颈部: 与挤压成型不同,ISBM采用注塑成型工艺制作颈部。这确保了每次注塑都能保证螺纹起始端、帽盖锁紧环和塞子内径的尺寸精准无误。无需扩孔或修整。
- 无需重新研磨/闪光: 一步式ISBM工艺实现了零浪费。无需修整毛坯,这意味着您的ISO 7级洁净室中不会有灰尘颗粒漂浮。
- 材料多样性: 虽然低密度聚乙烯(LDPE)因其良好的挤压性而广受欢迎,但现代不含防腐剂的配方通常使用特殊的聚丙烯(PP)或聚对苯二甲酸乙二醇酯(PET)等级,以获得更好的阻隔性能。 ISBM 制瓶机 他能轻松应对这些情况。
3. 核心制药需求与Ever-power技术匹配
| 制药痛点 | 永力ISBM解决方案 | 技术成果 |
|---|---|---|
| 污染风险 洁净室液压油泄漏。 |
纯电动(EV)系列 伺服驱动、无油成型区。 |
符合GMP和ISO 7/8级要求。零油污污染。 |
| 剂量一致性 挤压力不稳定。 |
微注射控制 精确的螺杆位置控制。 |
壁厚偏差小于0.03毫米,确保液滴尺寸一致。 |
| 密封完整性 运输过程中瓶盖漏液。 |
直接注射颈部 高压成型螺纹。 |
与滴管塞和盖子完美匹配。 |
| 小批量生产效率 小瓶装药的转换成本很高。 |
紧凑型三工位设计 HGY50-V3 结构。 |
小瓶(5-15毫升)生产周期更快,模具更换也更快捷。 |
4. 典型细分市场应用
眼科市场种类繁多。我们目前的机器主要生产:
标准眼药水瓶
5毫升、10毫升、15毫升的瓶子,材质为低密度聚乙烯(LDPE)或聚丙烯(PP)。重点在于可挤压性和记忆性(恢复原状)。
无防腐剂体系(PF)
用于容纳多剂量无防腐剂泵(口服补液盐系统)的复杂硬质瓶(通常为PP或PET材质)。这些瓶子需要极高的瓶颈精度才能固定泵体。
隐形眼镜护理液瓶
旅行装 10ml-20ml 瓶子,需要高透明度(PET)以显示液体的透明度。

5. 永续动力解决方案:HGY50-V3-EV 的优势
对于眼科领域,我们不建议使用一刀切的设备。我们建议…… HGY50-V3-EV(全伺服)这是小型药品容器的“王牌”。
为什么选择 HGY50-V3-EV?
- 全伺服驱动(“EV”因素): 在洁净室中,液压油是最大的敌人。我们的EV系列产品采用伺服电机进行模具夹紧、注射和拉伸。这消除了油液泄漏污染无菌区域的风险,是符合GMP规范的先决条件。
- 微克级控制: 眼药水瓶非常小巧,0.1克的重量差异都会影响挤压手感。我们的伺服注射装置能将螺旋位置精确控制到微米级,确保每一瓶眼药水在患者手中的手感都完全相同。
- 紧凑型三站式高效: 小瓶冷却速度快,无需像大瓶那样经过第四工位的预处理。三工位设计(注射-吹气-出液)最大限度地减少了机器在昂贵的洁净室空间内的占用面积,并优化了小剂量注射的循环时间。
6. 流程:三站式无菌循环
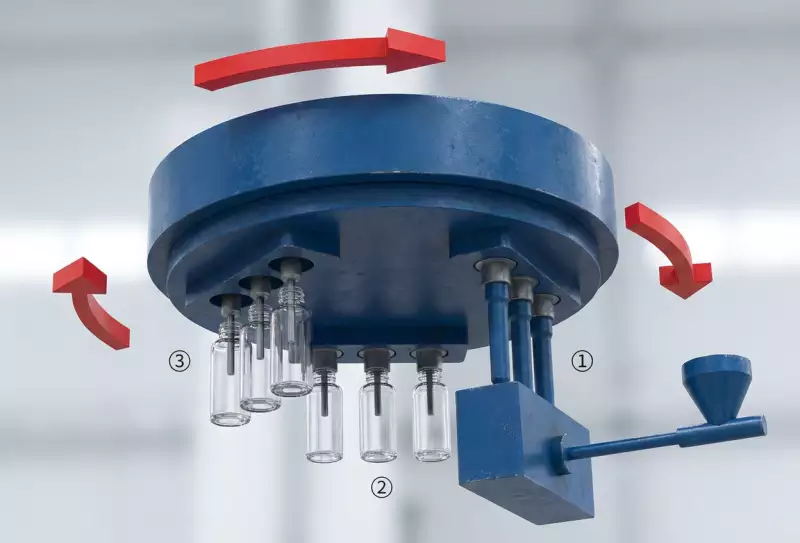
1. 微注射
树脂熔化后注入高精度模腔中。琴颈的最终成型和冷却过程均在此处完成。
2. 拉伸和吹
预成型件定位在 120°。伺服杆沿轴向拉伸预成型件,同时洁净空气沿径向吹送预成型件。
3. 自动弹出
成品瓶被拆解并转移到传送带上,准备进行在线泄漏测试。
7. 工程师现场笔记:全球成功案例
【德国】无防腐剂按压瓶挑战: 客户需要一种颈部公差极小(±0.03mm)的硬质PP瓶,以适配其专利的无气泵。挤出吹塑工艺在泄漏测试中失败。
解决方案: HGY50-V3-EV 高腔模具。
结果: 0%泄漏率。注塑成型的颈部为卡扣式泵提供了完美的密封。
[印度] 高产量合同营销商挑战: 在 ISO 7 级洁净室中,每月生产 1000 万个 5ml LDPE 瓶。
解决方案: 多台HGY50-V3-EV机组。其无油设计显著降低了洁净室的过滤负荷。
结果: 符合FDA审核要求,在机械卫生方面未发现任何问题。
[巴西]兽医眼科学挑战: 进口两段式瓶装饮料价格昂贵。
解决方案: 采用 Ever-power ISBM 进行内部生产。
结果: 由于节省了材料和简化了物流流程,9 个月内实现了投资回报。
[日本] 高端隐形眼镜护理挑战: 瓶子表面的划痕在日本市场被认为是“不可接受的质量问题”。
解决方案: 一步成型工艺消除了预成型件的翻滚(刮擦)过程。
结果: 塑料材质也能达到“玻璃般”的化妆品品质。
8. 价值分析:内部生产的投资回报率
从购买瓶子到使用 Ever-power 的产品自行生产瓶子 一步吹塑成型设备 通常可在 12-18 个月内获得显著回报。

- 材料成本与瓶子成本: 原材料树脂比购买成品无菌瓶便宜得多。节省的费用通常超过 40%。
- 库存减少: 按需生产。无需在昂贵的仓库中储存数百万个空瓶子(空气)。
- 无菌保证: 通过在同一工厂(或在线)进行成型和灌装,可以降低生物负荷风险链。
10. 结论:一步法眼药水与两步法眼药水哪个更好?
| 特征 | 永动力一步式(ISBM) | 传统两步法/挤出 |
|---|---|---|
| 颈部精度 | 完美(注塑成型) | 变量(已校准/已修剪) |
| 卫生/清洁 | 高(无菌循环) | 风险(储存/修剪粉尘) |
| 闪光/废料 | 零 | 高(挤压尾料/毛刺) |
| 空间需求 | 紧凑型(1 台) | 大型(喷射式+再热鼓风机) |
| 能源效率 | 高(保温性好) | 低温(冷热循环) |
11. 全球监管合规与安全
我们深知,在制药行业,合规性不容忽视。Ever-power 设备旨在为您的验证流程提供支持:
- 洁净室就绪: 兼容 ISO 7 级(10,000 级)和 ISO 8 级(100,000 级)环境。可选配不锈钢外罩。
- 材料可追溯性: 所有与树脂接触的部件均采用 SS316L 或食品级认证,符合 FDA 21 CFR 标准。
- DQ/IQ/OQ/PQ 支持: 我们提供完整的文档包,以协助您的工程团队在现场验证机器。
12. 品牌对比:Ever-power 与市场领导者
我们尊重日本的先驱者(ASB、Aoki)。然而,Ever-power 为灵活敏捷的制药企业提供了战略优势:
| 技术 | 兼容三站/四站架构。成熟的伺服设计。 |
| 成本效益 | 30-40% 降低资本支出 允许进行冗余投资(以购买一台竞争对手机器的价格购买两台机器,以确保正常运行时间)。 |
| 交货时间 | 快速部署(3-4个月)对比行业平均水平9-12个月。 |
*免责声明:商标归其各自所有者所有。此处比较仅供技术参考。
13. 常见问题解答:面向医药采购商的专家解答
我可以直接生产无菌瓶吗?
成型过程虽然需要高温(对熔体塑料进行灭菌),但机器环境必须严格控制。我们的机器设计用于在层流空气(LAF)罩下运行,以确保顶出点的无菌环境。
我能制作的最小瓶子是多大的?
我们常规生产 3 毫升和 5 毫升的眼药水瓶。HGY50-V3-EV 专为这种小剂量注射而优化。
我可以使用医用级PP材料吗?
是的。聚丙烯(PP)常用于挤压式眼药水瓶。我们的螺丝设计能够承受医用聚丙烯的剪切特性,不会发生降解。
这台机器是无油的吗?
我们的“EV”系列注塑机在成型区采用全电动设计,彻底杜绝了液压油泄漏。部分辅助动作可能使用封闭式气动系统,但这样就消除了油液污染的风险。
你们支持IQ/OQ验证吗?
是的,我们会提供必要的技术文档和现场支持,以帮助贵公司的质量保证团队完成验证方案。
10毫升瓶子的空腔数是多少?
根据瓶子直径,我们在 HGY50 平台上通常为 10ml 的瓶子运行 4 到 8 个腔体,以确保高产量。
我可以使用回收材料吗?
对于制药应用而言,使用全新材料是标准做法。然而,这台机器 能 如果您的监管机构允许您的特定应用采用 rPET 工艺,则可以进行 rPET 加工。
如何确保壁厚均匀?
芯棒确保内部尺寸,模具则决定外部尺寸。ISBM工艺中的“拉伸”阶段使分子排列整齐,从而获得比挤出吹塑工艺更均匀的厚度。
14. 重要伙伴:0 级无油空气压缩机
在制药领域 注塑吹塑一体机 操作过程中,压缩空气会接触到每个瓶子的内壁。它必须是无菌的,并且绝对不含油。
我们提供集成式服务 0级无油高压空气压缩机 设计符合 ISO 8573-1 标准。确保您的空气质量与您的模具质量相匹配。

























