1. Concevoir l'inhabituel : le défi des flacons cosmétiques complexes
Au cours de mes 20 années d'expérience en ingénierie de terrain dans l'industrie de la transformation des polymères, j'ai constaté une évolution majeure sur le marché des emballages de luxe. Les marques ne se contentent plus des flacons cylindriques classiques. Pour se démarquer sur les étagères saturées de Sephora ou des boutiques hors taxes, les designers recherchent des emballages innovants et originaux. carrés, triangles, polygones et encolures excentrées (décentrées)Bien que ces modèles soient visuellement saisissants, ils représentent un défi de fabrication important, notamment pour les matériaux PET et PCTG.
Le problème fondamental du moulage d'un flacon non rond, par exemple un flacon de parfum carré, réside dans la répartition de la matière. Dans un procédé traditionnel, le plastique s'étire d'abord sur les faces planes, puis sur les angles. Sans intervention précise, cela engendre un effet « os de chien » (faces épaisses, angles très fins) ou un blanchiment sous contrainte (voilage) sur les bords. Les machines de réchauffage en deux étapes classiques rencontrent des difficultés à ce niveau, car elles appliquent un profil de chaleur uniforme à une préforme ronde, en espérant que les lois de la physique compenseront le problème. Ce qui est rarement le cas.
C'est là que le Machine de moulage par soufflage en une étape La technologie ISBM devient non seulement une option, mais une nécessité. Grâce à un processus en 4 étapes comprenant une station dédiée Station de conditionnementNous pouvons ainsi manipuler l'historique thermique de la préforme. Nous pouvons maintenir les angles à haute température et refroidir les faces planes avant le soufflage, garantissant une épaisseur de paroi uniforme même pour les géométries les plus complexes.
2. Pourquoi les formes complexes exigent la technologie ISBM en une seule étape
Pour les parfums et huiles essentielles haut de gamme, le Machine ISBM à 4 stations offre trois avantages essentiels que le moulage par soufflage à chaud (RBM) ne peut égaler :
- 1. Chauffage et climatisation différentiels : La fabrication d'une bouteille carrée à partir d'une préforme ronde nécessite un « chauffage sélectif ». Notre station de conditionnement utilise des barres de noyau et des pots de conditionnement pour ajouter ou retirer de la chaleur de manière sélective dans des zones spécifiques de la préforme. avant Elle pénètre dans le moule de soufflage. Cela permet au plastique de se répandre dans les coins sans s'amincir.
- 2. Concentricité et précision du col : Les flacons de parfum sont souvent munis de collerettes métalliques épaisses ou de pompes à clipser qui exigent une tolérance de ±0,05 mm. En ISBM, le col est moulé par injection et maintenu par la cavité du goulot tout au long du processus. Il reste constamment sur le mandrin, garantissant une concentricité parfaite même pour les formes excentrées.
- 3. Intégrité de la surface (Aspect « cristallin ») : Les consommateurs de produits de luxe exigent que le plastique ait l'aspect du verre. Dans un procédé en deux étapes, les préformes sont brassées dans une trémie, ce qui engendre des micro-rayures. Notre procédé en une seule étape permet de mouler et de souffler la préforme sans aucun contact avec une autre surface, pour une finition impeccable.
3. Exigences fondamentales de l'industrie vs. Solutions techniques Ever-Power
| Points de douleur de forme complexe | Solution technologique Ever-Power ISBM | Résultat d'ingénierie |
|---|---|---|
| Amincissement des coins Les bouteilles carrées se cassent facilement aux angles. |
Station de conditionnement (Station 2) Refroidissement sélectif des faces planes. |
Répartition uniforme de l'épaisseur de paroi (>1 mm) dans les coins. |
| Cols décentrés Les préformes se courbent lors de l'étirement (effet banane). |
Table d'indexage rotative Commande servo de précision. |
L'orientation de la préforme est verrouillée mécaniquement ; aucune dérive. |
| Blanchiment anti-brouillard/anti-stress Les parois épaisses deviennent laiteuses. |
Contrôle de la température d'injection Systèmes intégrés de canaux chauds et de vannes. |
Bouteilles à paroi épaisse en PETG/PCTG transparent comme du cristal. |
| Temps de changement de moule Forte mixité de références en parfumerie. |
Serrage à changement rapide Structure de serrage verticale. |
Changement complet en moins de 3 heures pour une production flexible. |

Exemples de bouteilles polygonales à fond épais produites sur des machines Ever-Power.
4. Applications typiques des sous-segments dans le domaine des soins personnels
Notre Machine à bouteilles PET en une étape Ses capacités permettent de répondre aux exigences géométriques les plus pointues :
Flacons polygonaux et géométriques
Les flacons hexagonaux, octogonaux ou en forme de losange (15 ml – 100 ml) sont couramment utilisés pour les parfums de niche. Leurs arêtes vives exigent un contrôle précis du flux de matière afin d'éviter les fissures.
Bouteilles excentriques (décentrées)
Flacons dont le goulot n'est pas aligné avec l'axe central du corps. Indispensable pour les vaporisateurs ergonomiques ou les designs avant-gardistes. Seul le système One-Step ISBM garantit l'alignement vertical de la tige extensible dans ces cas.
Remplacement de vitres à parois épaisses
Flacons d'huiles essentielles (5 ml – 30 ml) en PCTG ou PETG avec une épaisseur de paroi allant jusqu'à 4 mm. Ils imitent le poids et le toucher du verre tout en offrant une résistance aux chocs idéale pour l'expédition en ligne.
5. Points forts de la solution Ever-Power : L’avantage HGY-V4
Pour les formes complexes, je recommande fortement le Série HGY-V4 (4 stations). Alors que nos machines à 3 stations sont excellentes pour les opérations standard, l'architecture à 4 stations est la norme du secteur pour les géométries complexes.
Pourquoi le V4 ? La magie opère à l'étape 2 (Conditionnement). Ici, on élimine les gradients thermiques de la préforme. Grâce à un creuset ou un noyau à température contrôlée, on crée un profil thermique où les angles d'une bouteille carrée restent souples (chauds) tandis que les faces planes refroidissent. Ainsi, lors de la fermeture du moule par soufflage, le plastique s'étire dans les angles sans amincir excessivement les faces planes.
Spécifications techniques :
- Commande servo : Utilisation de 10 ensembles de systèmes servo Inovance/Weichi pour des mouvements précis.
- Force de serrage : Système de serrage par injection jusqu'à 400 kN pour gérer le moulage haute pression de préformes épaisses.
- Économies d'énergie : Les bandes chauffantes nano-infrarouges réduisent la consommation d'énergie d'environ 30% par rapport aux bandes en céramique.
Le cycle à 4 stations : Injection -> Conditionnement -> Soufflage d'étirement -> Éjection.
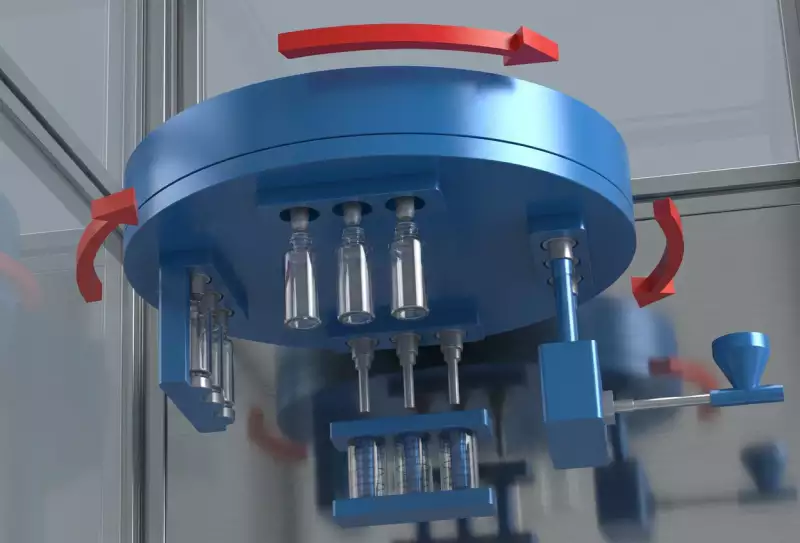
6. Lecture rapide des notions techniques essentielles : Le processus en 4 étapes
Station 1 : Injection
Du PET/PCTG fondu est injecté dans une cavité pour former la préforme. La finition du col est réalisée à ce stade, conformément aux tolérances finales.
Station 2 : Conditionnement (Coupe de la queue/Profilage thermique)
Étape cruciale pour les formes complexes : l’homogénéisation de la température de la préforme. Des profils de chauffage différentiels sont appliqués afin de préparer l’étirage de pièces non circulaires.
Station 3 : Moulage par étirage-soufflage
Une tige servo-actionnée étire la préforme axialement, tandis que de l'air à haute pression l'étend radialement contre les parois froides du moule pour figer la forme.
Station 4 : Éjection
La bouteille finie est détachée de la tige centrale par un robot ou une plaque de dénudage, orientée verticalement pour l'emballage ultérieur.
7. Carnets de terrain d'un ingénieur : Exemples de réussite à l'échelle mondiale
[France] Parfumerie de luxe – Le polygone « tordu »
Défi: Une parfumerie de Grasse avait besoin d'un flacon de 100 ml avec une spirale à 30 degrés. Le moulage en deux étapes a entraîné un amincissement inacceptable sur le rayon extérieur.
Solution: HGY150-V4 avec profils de conditionnement programmés.
Résultat: Épaisseur de paroi uniforme obtenue (>1,2 mm partout). « Le système de contrôle de conditionnement d'Ever-Power a sauvé ce projet. » – Pierre D., directeur de production.
[Dubaï, Émirats arabes unis] Flacon d'huile de oud à paroi épaisse
Défi: Le client souhaitait un flacon de 12 ml qui ressemble à du cristal massif (fond épais) mais qui soit incassable pour l'expédition.
Solution: Machine ISBM à 3 stations optimisé pour les tubes PCTG à parois épaisses.
Résultat: J'ai produit un flacon avec une base de 5 mm d'épaisseur et sans aucun trouble dû à la cristallisation.
[USA] Vaporisateur à poche plate
Défi: Production d'un flacon plat de désinfectant au format carte de crédit. Le moulage par soufflage standard a donné lieu à une forme en « os de chien » (bords épais, centre fin).
Solution: Tiges à noyau ovale personnalisées et pots de conditionnement sur le HGY200-V4.
Résultat: Moulage réussi de millions d'unités pour une grande chaîne de magasins avec un taux de rebuts <0,5%.
[Corée du Sud] Flacon de sérum excentrique
Défi: Un défaut de conception du col décentré provoquait le contact de la tige d'étirage avec la paroi de la préforme sur la machine d'un concurrent.
Solution: La table rotative rigide à servomoteur d'Ever-Power garantit un alignement parfait.
Résultat: La concentricité 100% est atteinte, permettant un remplissage automatisé à grande vitesse.
[Brésil] Pipette pour huiles essentielles
Défi: Taux de casse élevés des bouteilles en verre lors de leur transport vers la région amazonienne.
Solution: Transition vers le PET ambre utilisant Ever-Power ISBM.
Résultat: Dommages liés au transport réduits à zéro ; coûts de transport réduits de 60% grâce à un poids plus léger.

Notre installation ultramoderne s'étend sur 20 000 m² dans la ville de Qingyuan.
8. Analyse de la valeur client et du retour sur investissement
Investir dans un centre dédié Machine de moulage par soufflage ISBM pour les formes complexes, cela génère des rendements financiers importants :
- Efficacité énergétique : La suppression du four de réchauffage (utilisé en deux étapes) réduit la consommation d'énergie d'environ 401 TP3T. Pour une machine fonctionnant 24 h/24 et 7 j/7, cela représente une économie annuelle d'environ 1 TP4T15 000 à 1 TP4T20 000 USD.
- Économies de matériaux : Le procédé en une seule étape génère un minimum de déchets (les carottes sont souvent recyclées en continu). La conversion du verre au plastique réduit le poids d'expédition d'environ 851 tonnes.
- Tarifs Premium : La possibilité de mouler des formes uniques et non rondes permet aux marques de pratiquer des prix plus élevés. Une bouteille polygonale personnalisée peut coûter jusqu'à trois fois plus cher qu'une bouteille ronde standard.
10. Emballage cosmétique en une étape ou en deux étapes : verdict
| Fonctionnalité | Ever-Power One-Step (ISBM) | Méthode traditionnelle en deux étapes (réchauffage) |
|---|---|---|
| Formes complexes | Excellent (Station de conditionnement) | Mauvais (Limitation uniforme du réchauffage pour la mise en forme) |
| Qualité de surface | Parfait (Aucun contact) | Rayé (Pré-tapotement) |
| efficacité énergétique | Haut (Conserve la chaleur d'injection) | Faible (Nécessite un réchauffage important) |
| Besoins en espace | Compact (Une machine) | Grand (Souffleur d'injection + de réchauffage) |
| Hygiène | Stérile (Boucle fermée) | Risque de contamination lors du stockage |
11. Conformité réglementaire et sécurité [mondiales]
L'importation de machines pour la production de cosmétiques haut de gamme exige le strict respect des normes internationales. Les machines Ever-Power sont conçues pour faciliter le dédouanement et garantir un fonctionnement sûr.
- ✅ Marquage CE (Europe) : Conforme à la directive Machines 2006/42/CE et à la directive Basse Tension. Indispensable pour nos clients en France et en Italie.
- ✅ Normes UL (États-Unis/Canada) : Nous utilisons des composants électriques homologués UL (Schneider, Rockwell) pour garantir la conformité aux normes de sécurité nord-américaines.
- ✅ Sécurité du contact alimentaire : Toutes les vis, les barillets et les moules sont fabriqués en acier inoxydable de haute qualité, conforme à la norme FDA 21 CFR 177.1630 pour le contact avec le PET.
12. Comparaison des marques : Ever-Power contre The Giants
Nous respectons les pionniers comme ASB et Aoki. Cependant, Ever-Power offre un avantage stratégique aux fabricants agiles :
| Niveau technologique | Architecture rotative à 4 stations comparable. Compatible avec de nombreux moules de type ASB-12M. |
| Coût d'investissement | 40-50% Dépenses d'investissement réduites que leurs homologues japonais. Retour sur investissement plus rapide. |
| Délai de mise en œuvre | Délai moyen de 60 à 90 jours contre 6 à 12 mois pour les concurrents. |
*Avertissement : ASB et Aoki sont des marques déposées de leurs propriétaires respectifs. Les références sont fournies à titre de comparaison technique uniquement.
13. FAQ : Réponses d’experts pour les acheteurs B2B
Puis-je utiliser du PET recyclé (rPET) pour les flacons cosmétiques ?
Oui, nos machines sont optimisées pour le rPET. Cependant, pour les flacons de parfum haute transparence, nous recommandons de mélanger ou d'utiliser du rPET de haute qualité afin d'éviter le jaunissement. Nos vis sont conçues pour s'adapter aux caractéristiques de fusion du rPET.
Quel est le temps de changement de moule ?
Pour la série HGY-V4, un changement de moule complet (injection, conditionnement, soufflage, lèvre) prend environ 3 à 4 heures avec une équipe qualifiée. Nous fournissons une grue de moule et des outils de changement rapide.
Ai-je besoin d'un refroidisseur ?
Oui. Pour éviter la cristallisation (opacité) dans les flacons de parfum à parois épaisses et réduire le temps de cycle, un refroidissement puissant est nécessaire pour le moule d'injection et la station de conditionnement. Nous pouvons vous aider à dimensionner ce système.
Puis-je produire des bouteilles ovales et carrées sur la même machine ?
Absolument. La machine reste la même ; il suffit de changer les moules et les pots de conditionnement pour les adapter à la nouvelle forme.
Quelle est la durée de vie des moisissures ?
Nos moules sont fabriqués en acier inoxydable S136 de haute qualité. Avec un entretien approprié, ils sont conçus pour plus de 3 millions d'injections.
Proposez-vous un service d'installation ?
Oui, nous envoyons des ingénieurs expérimentés sur votre site pour l'installation, la mise en service et la formation. Nous restons jusqu'à ce que votre production atteigne le cycle garanti.
Quels matériaux puis-je utiliser ?
La série HGY est compatible avec le PET, le PETG, le PCTG, le PC, le PP et le Tritan. Nous proposons des vis spécifiques pour chaque matériau.
Comment gérez-vous les pièces détachées ?
Nous utilisons des composants standards internationaux (Yaskawa, Parker, Yuken) disponibles localement dans la plupart des pays. Pour les pièces spécifiques, nous assurons une livraison par DHL/FedEx sous 24 heures.
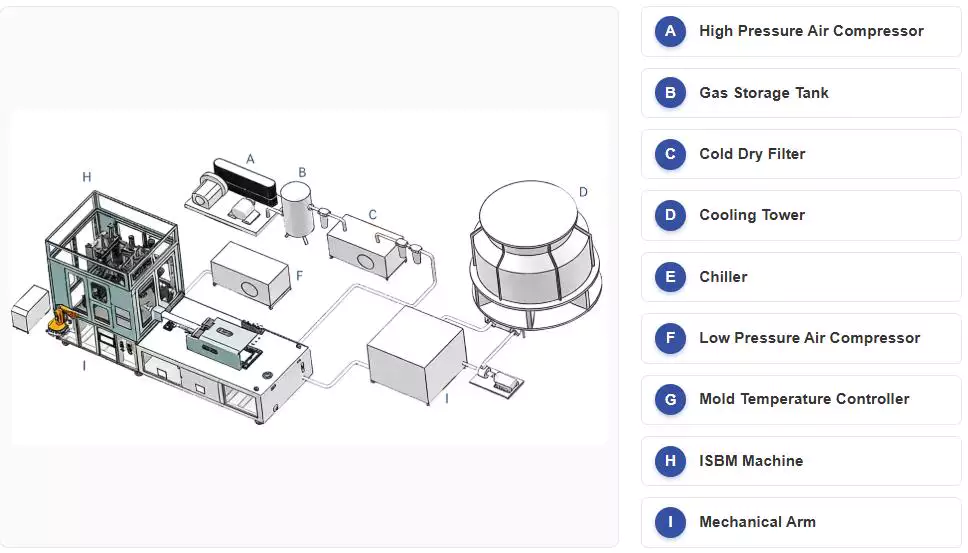
14. Compagnon essentiel : Compresseurs d’air sans huile
Pour une qualité supérieure Machine de moulage par injection-étirage-soufflage Dans le cadre de vos opérations, la qualité de votre air comprimé est primordiale. Même une trace d'huile dans l'air de soufflage peut altérer la transparence d'un flacon de parfum ou entraîner son rejet dans les applications alimentaires.
Nous fabriquons et fournissons des solutions intégrées Compresseurs d'air haute pression sans huile (3,0-4,0 MPa) spécifiquement calibré pour nos machines ISBM, garantissant que votre emballage reste exempt de contaminants.

Prêt(e) à repenser votre gamme de cosmétiques ?
Ne laissez pas des conceptions complexes limiter votre potentiel. Collaborez avec des experts qui maîtrisent la physique du moulage de formes complexes.

























