설명
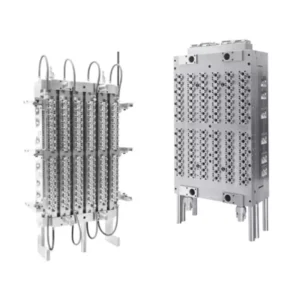
ASB-12M 15ml 1×6 캐비티용 전용 이젝트 코어 고정 플레이트 금형 코어 구성품
Eliminate Ejection Kinematic Binding and Secure Absolute Core Stability. Engineered for 100% Drop-In OEM Replacement, Significantly Reducing Maintenance Downtime and Extending Mold Lifespan.
Integrating seamlessly with top-tier ISBM tooling systems globally.
Product Core Specifications Quick Reference
For production managers and maintenance engineers requiring immediate verification, below are the critical engineering parameters for the ASB-12M Eject Core Fixing Plate (Part No. 83). This component is designed specifically for the rigorous demands of the 1-step Injection Stretch Blow Molding process.
Click to view the mold drawings.
Deep Product Description & Engineering Analysis
3.1 Component Function and Kinematic Importance within the ASB-12M
In the single-stage injection stretch blow molding ecosystem, the ejection station represents the critical final step of the production cycle. The Eject Core Fixing Plate (Part No. 83) serves as the foundational rigid backbone for the entire core ejection assembly. Operating a 1×6 cavity layout for a 15ml container inherently concentrates significant mechanical stress into a compact geometric footprint (275x75x40mm). This plate is tasked with maintaining absolute planar rigidity against the cyclical, high-impact kinetic forces exerted by the machine’s ejection hydraulics or pneumatics.
As the foundational fixing plate, it guarantees the precise, synchronized movement of the ejection cores. It directly determines the dimensional stability and smooth demolding of the finished 15ml bottles. If this plate experiences even microscopic deflection (flexing) under load, the resultant angular misalignment transfers immediately to the ejector pins and core rods. This micro-misalignment causes kinematic binding—a destructive condition where metal galls against metal, leading to premature wear of the ejector sleeves, core shifting, and ultimately, severe damage to the primary mold components.
Solving the Primary Operational Pain Points
Replacing a fatigued, warped, or out-of-tolerance original fixing plate with our precision-engineered counterpart effectively eradicates prevalent ejection anomalies. It resolves asynchronous ejection (where bottles hang up on one side of the 1×6 array), eliminates frictional shudder during the ejection stroke, and mitigates the risk of stress-whitening on the preform/bottle base caused by localized pin pressure. By restoring absolute planar alignment, you safeguard the structural integrity of your $50,000+ primary mold stack, thereby securing your capability to seamlessly reduce PET bottle cycle time.
3.2 Metallurgical Superiority and Precision Machining Workflows
The selection of materials and the exactness of the subtractive manufacturing processes dictate the lifespan of the Eject Core Fixing Plate. Unlike cosmetic components, this plate is a highly stressed structural member operating in an environment characterized by rapid thermal cycling and intense mechanical shock.
Material Science Application: High-Grade S45C Carbon Steel
We strictly utilize premium, certified S45C medium carbon steel for this specific component. S45C (equivalent to AISI 1045) is engineered with a carbon content ranging from 0.42% to 0.48%. This specific metallurgical profile provides an exceptional balance of tensile strength, high modulus of elasticity (rigidity), and excellent machinability. The steel undergoes a rigorous normalizing and tempering heat treatment process to relieve internal residual stresses prior to machining. This ensures that the 275x75x40mm block will not warp or distort when subjected to the operational temperatures of the ASB-12M platen area. Its high structural rigidity effectively dampens harmonic vibrations generated during the rapid ejection stroke, protecting delicate 15ml cavity geometries.
Advanced CNC Machining and Geometric Tolerancing
Fabrication is executed on 5-axis DMG MORI CNC machining centers to ensure all critical features are cut in a single setup, eliminating datum shifting errors. We strictly adhere to the original OEM blueprint tolerances. All primary mating surfaces undergo precision surface grinding to achieve a flatness and parallelism tolerance of less than 0.02mm, and a surface roughness of Ra 0.8. The critical M8 threaded mounting holes and dowel pin alignment bores are subjected to rigid positional tolerancing, guaranteed to be within +/- 0.02mm of true position. Furthermore, all non-functional sharp edges are meticulously processed with C1.5 to C2.0 chamfers to eliminate stress risers and ensure safe, snag-free installation by your maintenance technicians.

3.3 Comprehensive Technical Data and Specifications
The following table translates the critical blueprint data into verifiable parameters for your engineering team to cross-reference against your existing P2504-A068 series tooling.
| Engineering Parameter | Specification Value | Technical Notes / Blueprint Ref. |
|---|---|---|
| Overall Length (L) | 275 mm | Tolerance +0.00 / -0.05 mm |
| Overall Width (W) | 75 mm | Tolerance +0.00 / -0.05 mm |
| Overall Thickness (H) | 40 mm | Precision surface ground parallel |
| Material Grade | S45C Carbon Steel | Normalized and stress-relieved |
| Fastening Interface | M8 x 1.25 (Multiple) | Thread class 6H, chamfered entry |
| Alignment Features | Precision Dowel Bores | H7 tolerance for exact location locking |
| Surface Hardness | HRC 15 – 20 (Base) | Optimized for toughness and anti-cracking |
| Estimated Mass | ~ 6.45 kg | Solid billet construction |
4. Absolute Compatibility and System Interchangeability
100% Direct OEM Replacement Guarantee
This Eject Core Fixing Plate (Part No. 83) is manufactured in strict accordance with the original P2504-A068 series engineering drawings. We guarantee 100% dimensional, geometric, and functional compatibility with the ASB-12M injection mold assembly. It serves as a direct, plug-and-play ASB mold replacement component. Absolutely no localized grinding, shimming, or machine platen modifications are required during installation.
Applicable Tooling Series
Explicitly engineered for the 15ml bottle format operating within a 1×6 cavitation layout. The specific 275mm length spans the exact pitch of the 6-cavity linear array, ensuring equalized ejection pressure distribution across all six stations simultaneously. This is critical for preventing core pin deflection on the outer cavities.
Associated System Components
When replacing the Eject Core Fixing Plate, it is highly recommended by our engineering division to simultaneously inspect related mold train components. We suggest evaluating the integrity of the stretch rod cover plates, the ejector stripper plates, and the primary cooling blocks (notably those utilizing ORRC PLAST materials for enhanced heat transfer). Ensuring the entire ejector sub-assembly is within tolerance guarantees the most stable production environment. We provide complete sets of ASB-12M spare parts and Aoki compatible tools for holistic machine maintenance.
5. Rigorous Quality Assurance and Metrology Protocols
Supplying blow molding repair parts to global tier-1 packaging facilities demands zero defects. Our quality control matrix ensures every plate is a perfect manifestation of the CAD data.
- 1. Absolute Drawing Traceability
Every manufactured fixing plate is laser-etched with a unique serial number that permanently links it to the specific blueprint revision (e.g., File 1-1, Part 83). This ensures complete lifecycle traceability and simplifies future re-ordering processes. - 2. Certified Material Provenance (Mill Certificates)
We do not source unverified generic steels. The S45C carbon steel block comes with a verifiable Mill Test Certificate validating the chemical composition (Carbon, Manganese, Silicon limits) and mechanical yield properties. - 3. CMM Metrology Reports
Post-CNC processing, the plate is transferred to a climate-controlled metrology lab. Using a Zeiss Coordinate Measuring Machine (CMM), we probe the critical mounting hole true positions, dowel pin hole diameters, and the global planar flatness. Only plates passing within the strict +/- 0.02mm to 0.05mm thresholds are approved. - 4. Zero-Risk Guarantee and Warranty
We stand definitively behind our engineering. This component carries a strict fitment guarantee—if the dimensions do not correspond flawlessly to your ASB-12M 15ml 1×6 tool, it is fully refundable. Furthermore, we offer an extended warranty covering up to 12 months or 1.5 million operational cycles against structural cracking or manufacturing defects under standard operating parameters.
To understand more about our commitment to engineering excellence, review our company’s manufacturing philosophy and expertise.

6. Application Scenarios, High rPET Demands, and Preventive Maintenance
When is Replacement Mandatory?
- Visual inspection reveals deep galling, scoring, or fretting wear on the mounting faces.
- The 15ml bottles begin exhibiting unilateral wall thickness variations or base gate stretching, indicating off-center preform ejection.
- The machine’s servo or hydraulic ejection load monitor shows unexpected spikes, suggesting kinematic binding in the core assembly.
- Visible flash appearing around the preform neck ring area due to inadequate closing alignment during the injection phase.
The High rPET Challenge
As the industry moves toward sustainability, utilizing blow molds supporting high rPET (Recycled PET) ratios has become standard. rPET blends often exhibit different shrinkage and stickiness profiles compared to virgin resin, requiring higher ejection forces to strip the preform from the core. This intensifies the load on the Eject Core Fixing Plate. Upgrading to our precise, unyielding S45C plate ensures your tooling can withstand the increased mechanical stresses of running 50% to 100% rPET without deflecting or jamming.
Expert Installation & Preventive Maintenance (PM) Protocol
To maximize the lifecycle of Part No. 83, adhere strictly to the following installation parameters:
- Surface Preparation: Thoroughly clean the ASB-12M platen interface and the fixing plate mating surfaces using a residue-free industrial solvent. Even a 0.05mm speck of carbonized resin or grit can cause the plate to seat out of parallel.
- Pre-Lubrication: Apply a microscopic film of extreme-pressure (EP) copper anti-seize compound or high-temperature lithium grease to the dowel pins and M8 threaded holes to prevent galling over time.
- Torque Sequence: Insert all M8 fasteners loosely. Utilize a calibrated torque wrench and tighten the bolts in a strict cross-diagonal (star) pattern in three incremental stages to reach the final factory-specified torque setting. This prevents localized stress concentrations and guarantees uniform planar seating.
- Routine PM: Include this plate in your 500,000-cycle PM checklist. Verify torque specifications remain tight and use a dial indicator to check for any loss of parallelism indicative of overarching mechanical issues in the machine’s tie bars.
7. Technical FAQ: ASB-12M Ejection Systems
Secure Your Core Assembly. Minimize Production Downtime.
The ASB-12M Eject Core Fixing Plate (Part 83) is a critical, high-wear component. As supply chain constraints tighten, maintaining onsite inventory of precision replacement tooling is the most effective safeguard against catastrophic line stoppages. Limited immediate stock available.
✔ S45C Material Certification Included
✔ Global Expedited Shipping