
Descrição
Máquina de moldagem por sopro em uma única etapa HGY50-V3-EV: Tecnologia ISBM de precisão com 3 estações para recipientes PET.
Desenvolvido pela Ever-power | Mais de 20 anos de experiência em processamento de polímeros
Visão geral da engenharia: redefinindo a eficiência da produção
O HGY50-V3-EV Não é apenas uma máquina; é um ativo estratégico para fabricantes que visam o segmento premium do mercado de embalagens. Máquina de moldagem por sopro em uma única etapa O processo integra a injeção da pré-forma e o sopro da garrafa em uma única unidade compacta. Isso elimina a fase de reaquecimento necessária em processos de duas etapas, preservando assim a viscosidade intrínseca (IV) do PET e garantindo transparência cristalina e resistência mecânica superior.
A principal vantagem do HGY50-V3-EV reside em sua Arquitetura de 3 estaçõesAo contrário das máquinas de 4 estações que consomem mais espaço e energia, nosso design V3 otimiza a retenção térmica da pré-forma. Utilizando o calor residual do processo de injeção, reduzimos drasticamente o consumo de energia, mantendo um tempo de ciclo comparável ao de unidades industriais maiores. É a solução ideal. Máquina ISBM Para a produção de recipientes cosméticos de alta qualidade, frascos farmacêuticos e embalagens de bebidas premium, onde o acabamento superficial e a precisão dimensional são imprescindíveis.

Figura 1: A unidade de 3 estações Ever-power HGY50-V3-EV
Especificações técnicas e parâmetros da máquina
Na minha experiência, a confiabilidade de um Máquina de Moldagem por Injeção e Estiramento com Sopro é definido por seus componentes. O HGY50-V3-EV é construído com componentes globais de alta qualidade para garantir estabilidade de operação 24 horas por dia, 7 dias por semana.
1. Configuração Técnica Padrão
| Sistema de componentes | Especificação / Marca |
|---|---|
| Sistemas Servo | 5 conjuntos (Inovance / MIRLE) |
| Potência do Servomotor | 34,8 KW (Inovance / WEICHI) |
| Controle PLC | Inovance / MIRLE |
| Rotação da plataforma giratória | Servo Yaskawa (Japão) / Servo WEICHI + Redutor TSUNTIEN (Taiwan) |
| Válvula de alta pressão | Parker (EUA) |
| Cilindro pneumático | Airtak |
| Controle de temperatura | Controle de caixa integrado (alta precisão, estável) |
| Fuso de avanço | NSK (Japão) |
| Estrutura de Moldagem por Sopro | Fixação do molde por servomotor duplo com compensação de alta pressão |
| Potência Total | 45,2 kW |
2. Parâmetros da máquina (HGY50-V3-EV)
| Item de parâmetro | Valor / Descrição |
|---|---|
| Diâmetro do parafuso | 40 mm (Opcional) |
| Capacidade teórica de injeção | 239g |
| Força de fechamento da injeção | 50 kN |
| Força de fixação por sopro | 100 kN (um lado) |
| Molde superior | 280 mm |
| Curso inferior do molde | 280 mm |
| Golpe de retirada | 150 mm |
| Golpe de núcleo de sopro | 100 mm |
| Moldagem por sopro | 60 + 60 mm |
| Dimensões (C×L×A) | 3800 × 1200 × 2500 mm |
| Peso total | 3,5 toneladas |
3. Capacidades de Dimensão do Produto
| Quantidade de unidades (cavidades) | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Diâmetro da garrafa (mm) | 100 | 90 | 62 | 45 | 35 | 28 |
| Volume máximo do frasco (ml) | 2500 | 1500 | 900 | 400 | 250 | 100 |
| Peso máximo da garrafa (g) | 130 | 65 | 43 | 32 | 26 | 22 |
| Diâmetro do pescoço (mm) | 60 | 38 | 30 | 27 | 20 | 17 |
Tecnologia Central: O Princípio ISBM de Uma Etapa
O Máquina de Garrafas PET de Um Passo O conceito revoluciona a produção ao realizar todo o ciclo de fabricação de garrafas em um único indexador de plataforma giratória. Isso é crucial para materiais como PETG, PC e PCTG, que são sensíveis a ciclos de reaquecimento.
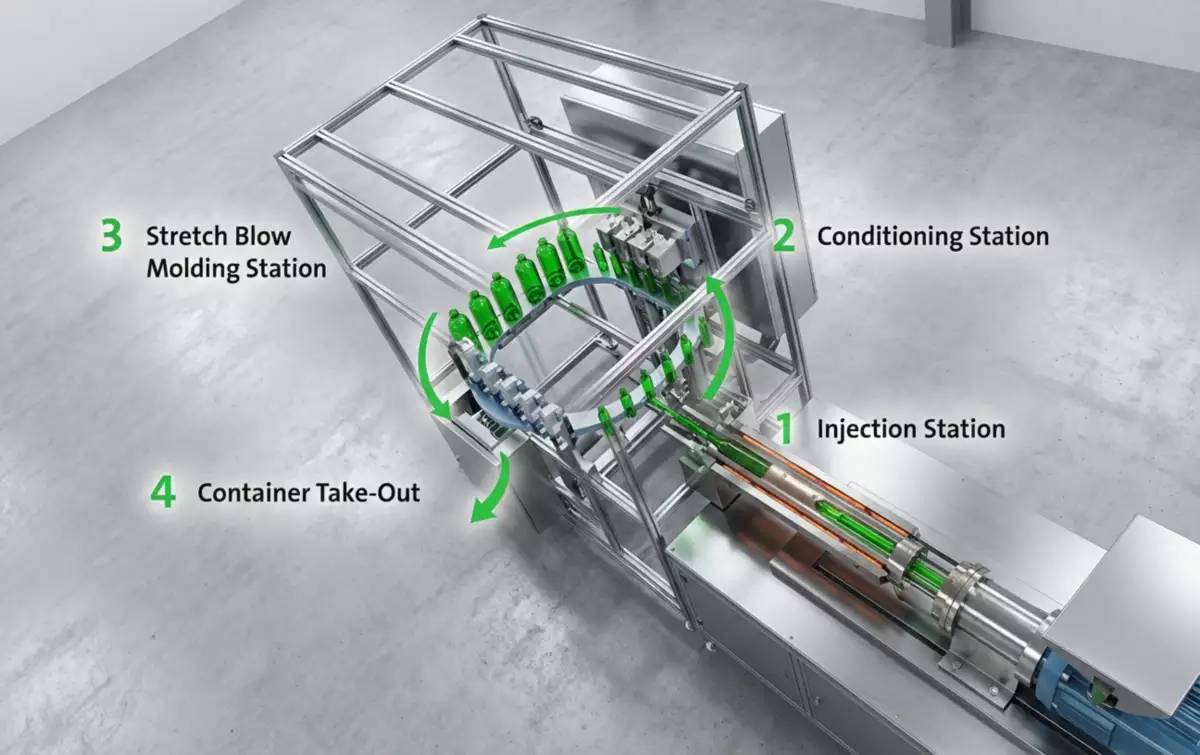
Fluxo do Processo Operacional
1. Posto de Injeção
A resina fundida é injetada no molde da pré-forma. O gargalo é moldado com dimensões exatas e o corpo é resfriado a uma temperatura adequada para o estiramento.
2. Condicionamento (Térmico)
Em nosso HGY50-V3-EV, a homogeneização da temperatura ocorre durante a transferência. O núcleo da pré-forma é mantido aquecido enquanto a camada externa é resfriada, criando o gradiente térmico perfeito para a orientação biaxial.
3. Estação de Alongamento e Secagem
Uma haste de estiramento alonga mecanicamente a pré-forma axialmente, enquanto o ar de alta pressão a expande radialmente. Esse estiramento biaxial alinha as moléculas para máxima resistência.
4. Estação de Ejeção
O recipiente finalizado é retirado do molde da borda e transportado automaticamente para fora. Nenhuma intervenção manual é necessária, garantindo a higiene.
Análise Estratégica: Sistemas de Uma Etapa vs. Sistemas de Duas Etapas
Por que escolher um Moldagem por injeção e sopro em uma única etapa Qual a vantagem do sistema em relação ao método tradicional de duas etapas? A resposta está na eficiência e no controle de qualidade.
| Dimensão de comparação | ISBM de um passo sempre energizado | Método tradicional em duas etapas (reaquecimento) |
|---|---|---|
| Fluxograma do processo | Resina para Garrafa (Direto) | Resina -> Pré-forma -> Armazenamento -> Reaquecimento -> Engarrafamento |
| Eficiência energética | Alto (Utiliza o calor residual da injeção) | Baixa (Requer reaquecimento de pré-formas resfriadas) |
| Estética da Garrafa | Perfeito (Sem riscos, alto brilho) | Risco de arranhões durante o transporte da pré-forma |
| Requisitos de espaço | Compacto (Uma máquina) | Grande (Máquina de injeção + Máquina de sopro + Armazenamento) |
| Flexibilidade do material | Excelente (PET, PC, PP, PETG, Tritan) | Limitado (principalmente PET padrão) |
| Taxa de sucata | Baixo (Ciclo de feedback integrado) | Maior (Perdas iniciais em duas máquinas) |
Tecnologia Core Speed-Read: Por que HGY50-V3-EV?
- ✓
Linhas de separação invisíveis: Nosso sistema de fixação com servo duplo e compensação de alta pressão garante que os frascos de cosméticos tenham emendas praticamente invisíveis, um requisito fundamental para marcas de luxo. - ✓
Dinâmica da Energia: Ao integrar o Máquina de Moldagem por Injeção em Uma Etapa Em termos de lógica, utilizamos o "calor latente" do plástico. Você não está pagando para aquecer o plástico duas vezes. - ✓
Versatilidade: Seja um frasco de colírio especializado de 10 ml ou um pote de manteiga de amendoim de boca larga, a capacidade de ajuste de curso e cavidade torna esta máquina uma ferramenta versátil em sua fábrica.

Indústrias Aplicadas e Capacidades de Produto
O Máquina de moldagem por sopro ISBM É a espinha dorsal de diversos setores que exigem alta higiene e alta estética.
Produtos Farmacêuticos e Médicos
Ideal para a produção de frascos de colírio, frascos de comprimidos e ampolas de vacinas. O processo de fabricação em "uma única etapa" significa que o gargalo do frasco nunca é tocado após a injeção, garantindo higiene de acordo com os padrões ISO.
Cosméticos e Cuidados Pessoais
Potes de parede grossa, recipientes para rímel e frascos de loção que exigem transparência semelhante à do vidro, sem o peso e o risco de quebra do vidro.
Cuidados com o bebê
Ideal para mamadeiras de PPSU e PC. A máquina processa plásticos de engenharia de alta temperatura com facilidade.
Alimentos e bebidas
Potes de boca larga, frascos para condimentos e mini garrafas de bebidas alcoólicas. O acabamento preciso do gargalo garante uma vedação perfeita da tampa sempre.

Análise de Posicionamento de Mercado e Retorno do Investimento
Comparação de desempenho: Everpower versus seus equivalentes japoneses
Respeitamos os pioneiros como a ASB e a Aoki. No entanto, a Ever-power oferece uma proposta de valor diferenciada: 95% do desempenho a 60% do custo do investimento.
| Recurso | Ever-power HGY50-V3-EV | Marca japonesa líder (ASB/Aoki) |
|---|---|---|
| Componentes principais | Mesma categoria global de ponta (Yaskawa, Parker, NSK) | Proprietário + Nível Global Superior |
| Tempo de ciclo | Aproximadamente 8 a 12 segundos (dependendo do produto) | ~8-12 segundos |
| Serviço pós-venda | Parceiros remotos e locais (resposta rápida) | Rede Global (Alto Custo) |
| Período de retorno do investimento | 12 a 18 meses | 36 a 48 meses |
Projeção de ROI: Caso de uma fábrica de bebidas de médio porte
Mudando para um Equipamento de moldagem por sopro em uma única etapa A configuração permite que você pare de comprar pré-formas. Para uma fábrica que produz 10 milhões de garrafas por ano:
- Economia de materiais: A compra de grânulos de resina em vez de pré-formas permite economizar aproximadamente 20-30% em custos de matéria-prima.
- Economia de energia: Eliminar o túnel de reaquecimento gera uma economia de aproximadamente 40% nas contas de eletricidade em comparação com o processo em duas etapas.
- Logística: Não é necessário espaço de armazém para o armazenamento de pré-formas.
[América do Norte] Resiliência a condições climáticas extremas e conformidade local
Para nossos clientes em climas variados, desde a umidade do Sudeste Asiático até os invernos secos do Canadá, o HGY50-V3-EV possui um sistema de estabilização de temperatura do óleo hidráulico em circuito fechado. Isso garante que a consistência da partida seja mantida independentemente da temperatura ambiente.
Conformidade: A máquina está em total conformidade com a marcação CE para o mercado europeu e atende aos padrões UL de segurança elétrica na América do Norte. Fornecemos toda a documentação necessária para auditorias de segurança locais.
Espaço do Engenheiro: Perguntas Frequentes
Esta máquina consegue processar PET reciclado (rPET)?
Sim, a rosca plastificante possui um revestimento especial para lidar com o índice de fluidez ligeiramente diferente do rPET. No entanto, o material deve ser completamente seco e desumidificado antes do processamento.
Qual é o tempo de troca do molde?
Para um técnico qualificado, uma troca completa de moldes (injeção + sopro + borda) leva aproximadamente de 2 a 3 horas. O design de troca rápida do HGY50-V3-EV facilita esse processo.
Precisa de um resfriador?
Sim, o resfriamento constante do molde é crucial para o tempo de ciclo e a transparência. Recomendamos um chiller de 10 a 15 HP, dependendo da temperatura ambiente.
Como o modelo de 3 estações lida com o condicionamento físico?
O design de 3 estações (Injeção, Estiramento-Sopro, Ejeção) gerencia o condicionamento principalmente no molde de injeção e durante a transferência na plataforma giratória. Através do controle preciso do tempo de resfriamento do molde de injeção, entregamos a pré-forma à estação de sopro na temperatura exata de orientação.
Notas de Campo Globais: Histórias Reais de Clientes
Do meu caderno para a sua tela — implementações reais do Máquina de Moldagem por Injeção e Sopro (Uma Etapa).

EUA: Frascos Farmacêuticos
Substituímos três máquinas antigas por uma HGY50. A redução da área ocupada pela sala limpa foi enorme. Gerente de Operações, Ohio

Brasil: Potes de Cosméticos
“O controle servo na etapa de injeção resolveu nossos problemas de consistência na espessura da parede.” – Líder de Produção, São Paulo

Alemanha: Biopolímeros
“O processamento do PLA foi complicado, mas o sistema de controle de temperatura da Everpower tornou o processo estável.” Diretor de P&D, Munique

Indonésia: Bebida
“A alta umidade geralmente afeta o PET, mas o condicionamento fechado desta máquina faz maravilhas.” Gerente de fábrica, Jacarta
Deslize para ver mais histórias de sucesso globais.
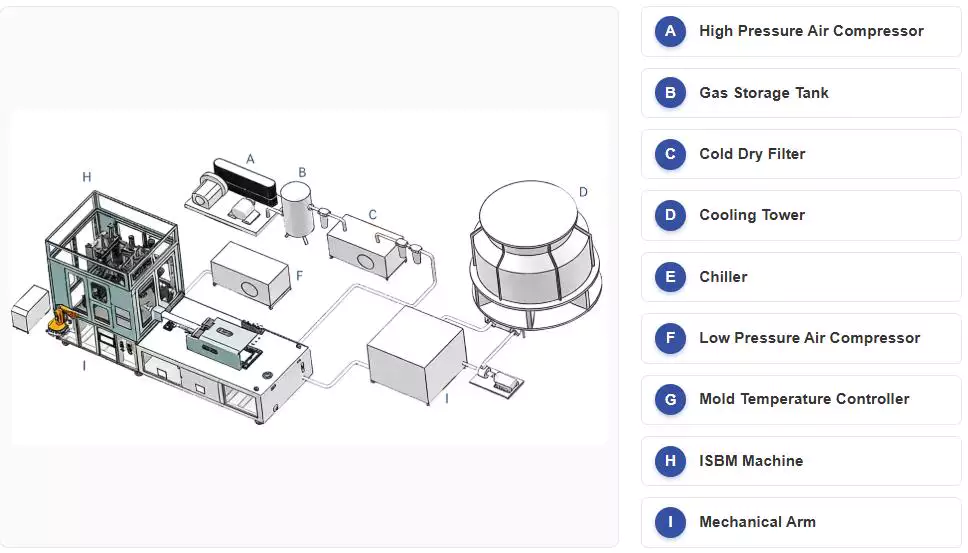
Complete sua linha de produção
Uma fonte de ar limpo é vital para a moldagem por sopro. Também fabricamos equipamentos de alta eficiência. compressores de ar isentos de óleo Projetado especificamente para funcionar com nossas unidades ISBM, garantindo que nenhuma contaminação por óleo atinja seus frascos estéreis.

Pronto para modernizar sua produção de garrafas?
Pare de se contentar com pré-formas reaquecidas. Entre no futuro da fabricação "Resina-para-Garrafa" com a HGY50-V3-EV. Vamos conversar sobre a geometria da sua garrafa e suas metas de tempo de ciclo.
Ever-power Machinery | Engenharia especializada há 20 anos



























