1. Konstruera det okonventionella: Utmaningen med komplexa kosmetiska ampuller
Under mina 20 år som ingenjör inom polymerbearbetningsindustrin har jag bevittnat ett definitivt skifte på marknaden för lyxförpackningar. Varumärken är inte längre nöjda med vanliga cylindriska flaskor. För att differentiera sig på de trånga hyllorna i Sephora eller taxfree-butiker driver designers på för kvadrater, trianglar, polygoner och excentriska (excentriska) halsarÄven om dessa konstruktioner är visuellt tilltalande, representerar de en betydande tillverkningsutmaning, särskilt för PET- och PCTG-material.
Det grundläggande problemet med att gjuta en icke-rund flaska – säg en fyrkantig parfymflaska – är materialfördelningen. I en traditionell process sträcks plasten först till de plana sidorna och hörnen sist. Utan exakt ingripande resulterar detta i "dog-boning" (tjocka sidor, rakbladstunna hörn) eller spänningsvitning (dis) i kanterna. Standardmaskiner för tvåstegsåteruppvärmning har svårt här eftersom de applicerar en enhetlig värmeprofil på en rund preform i hopp om att fysiken ska lösa det. Det gör det sällan.
Det är här Enstegsblåsningsmaskin (ISBM)-tekniken blir inte bara ett alternativ, utan en nödvändighet. Genom att använda en process med fyra stationer som inkluderar en dedikerad Konditioneringsstation, kan vi manipulera preformens termiska historik. Vi kan hålla hörnen varma och kyla de plana sidorna innan blåsning, vilket säkerställer jämn väggtjocklek även i de mest aggressiva geometrierna.
2. Varför komplexa former kräver ISBM-teknik i ett steg
För exklusiva parfymer och eteriska oljor, 4-stationers ISBM-maskin erbjuder tre avgörande fördelar som återuppvärmningsformblåsning (RBM) inte kan matcha:
- 1. Differentialvärme och -konditionering: Att skapa en fyrkantig flaska från en rund preform kräver "företrädesuppvärmning". Vår konditioneringsstation använder kärnstavar och konditioneringskärl för att selektivt lägga till eller ta bort värme från specifika zoner av preformen. före den kommer in i blåsformen. Detta gör att plasten kan flyta in i hörnen utan att tunna ut.
- 2. Koncentricitet och halsprecision: Parfymflaskor har ofta tunga metallkragar eller snäpppumpar som kräver en tolerans inom ±0,05 mm. I ISBM formsprutas halsen och hålls fast av läpphålan genom hela processen. Den lämnar aldrig dornen, vilket garanterar absolut koncentricitet för excentriska (excentriska) konstruktioner.
- 3. Ytintegritet (”kristall”-looken): Lyxkonsumenter förväntar sig att plast ska se ut som glas. I en tvåstegsprocess tumlas preformarna i en tratt och samlar på sig mikrorepor. I vår enstegsprocess formas och blåses preformen utan att någonsin vidröra någon annan yta, vilket resulterar i en perfekt, felfri finish.
3. Branschens kärnkrav kontra Ever-Power tekniska lösningar
| Komplexa formpunkter för smärta | Ever-Power ISBM Tech-lösning | Tekniskt resultat |
|---|---|---|
| Hörnuttunning Fyrkantiga flaskor går lätt sönder i hörnen. |
Konditioneringsstation (station 2) Selektiv kylning av plana sidor. |
Jämn väggtjockleksfördelning (>1 mm) i hörn. |
| Excentriska halsar Preforms böjs under sträckning (bananeffekt). |
Roterande indexeringsbord Precisionsservostyrning. |
Preformens orientering är mekaniskt låst; noll avdrift. |
| Vitgörande av dis/stress Tjocka väggar blir mjölkiga. |
Kontroll av insprutningstemperatur Integrerad varmkanal och ventilspjäll. |
Kristallklara PETG/PCTG-flaskor med tjock vägg. |
| Mögelbytestid Hög SKU-mix i parfymeri. |
Snabbväxlingsklämning Vertikal klämstruktur. |
Fullständig omställning på < 3 timmar för flexibel produktion. |

Exempel på polygonala och tjockbottnade flaskor producerade på Ever-Power-maskiner.
4. Typiska tillämpningar inom delsegment inom personlig vård
Vår PET-flaskmaskin i ett steg kapaciteten sträcker sig till de mest krävande geometriska kraven:
Polygonala och geometriska flaskor
Sexkantiga, åttkantiga eller diamantformade flaskor (15 ml – 100 ml) används ofta för nischparfymer. De vassa kanterna kräver exakt materialflödeskontroll för att undvika spänningssprickbildning.
Excentriska (excentriska) flaskor
Flaskor där halsen inte är i linje med kroppens centrala axel. Viktigt för ergonomiska sprayer eller avantgardistiska designer. Endast One-Step ISBM kan garantera den vertikala inriktningen av sträckstången i dessa fall.
Tungväggig "glasbyte"
Eteriska oljeflaskor (5 ml – 30 ml) tillverkade av PCTG eller PETG med väggtjocklekar upp till 4 mm. Dessa efterliknar vikten och känslan av glas men erbjuder splitterskydd för e-handelsfrakt.
5. Höjdpunkter med Ever-Power-lösningen: Fördelen med HGY-V4
För komplexa former rekommenderar jag starkt HGY-V4-serien (4 stationer)Medan våra 3-stationsmaskiner är utmärkta för standardrundstycken, är 4-stationsarkitekturen branschstandarden för svåra geometrier.
Varför V4:an? Magin sker i Station 2 (Konditionering). Här befriar vi preformen från dess värmegradienter. Genom att använda en temperaturkontrollerad behållare eller kärna kan vi skapa en termisk profil där hörnen på en fyrkantig flaska hålls böjliga (varma) medan de plana ytorna kyls ner. Detta säkerställer att när blåsformen stängs sträcks plasten in i hörnen utan att de plana ytorna blir för tunna.
Tekniska specifikationer:
- Servokontroll: Använder 10 uppsättningar Inovance/Weichi servosystem för exakta rörelser.
- Klämkraft: Upp till 400 kN formsprutningsfastspänning för att hantera högtrycksgjutning av tjocka preformar.
- Energibesparing: Nano-infraröda värmeband minskar energiförbrukningen med ~30% jämfört med keramiska band.
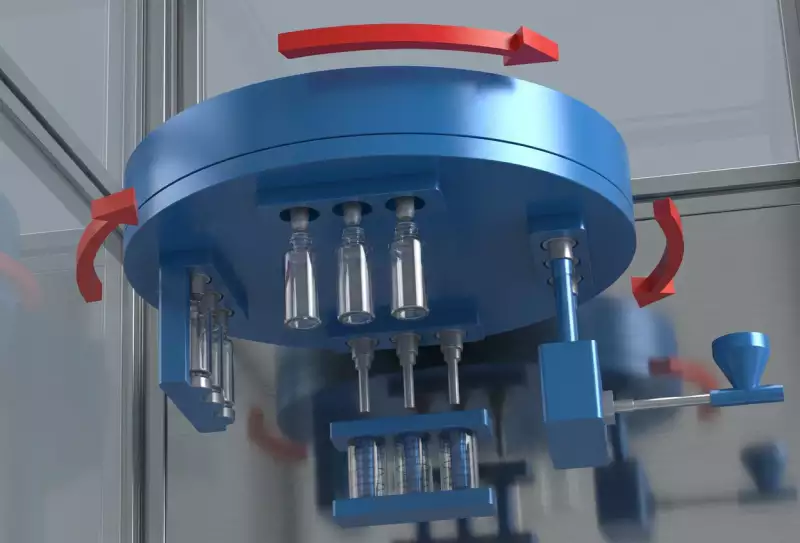
4-stationscykeln: Injektion -> Konditionering -> Sträckblåsning -> Utstötning.
6. Kärnteknisk hastighetsläsning: 4-stationsprocessen
Station 1: Injektion
Smält PET/PCTG injiceras i en kavitet för att forma preformen. Halsfinishen formas här helt till slutlig tolerans.
Station 2: Konditionering (svansklippning/temporär profilering)
Det kritiska steget för komplexa former. Förformen temperaturutjämnas. Differentiella värmeprofiler appliceras för att förbereda för icke-rund sträckning.
Station 3: Sträckformblåsning
En servodriven stång sträcker preformen axiellt, medan högtrycksluft expanderar den radiellt mot de kalla formväggarna för att frysa formen.
Station 4: Utkastning
Den färdiga flaskan avskiljs från kärnstaven av en robot eller avstrykningsplatta, orienterad upprätt för förpackning efterföljande produktion.
7. Ingenjörens fältanteckningar: Globala framgångshistorier
[Frankrike] Lyxparfym – Den "vridna" polygonen
Utmaning: Ett parfymföretag baserat i Grasse behövde en 100 ml flaska med en 30-graders spiralvridning. 2-stegsgjutningen orsakade oacceptabel uttunning på den yttre radien.
Lösning: HGY150-V4 med programmerade krossprofiler.
Resultat: Uppnådde jämn väggtjocklek (>1,2 mm överallt). ”Ever-Powers luftkonditioneringskontroll räddade det här projektet.” – Pierre D., produktionschef.
[Dubai, Förenade Arabemiraten] Tjockväggig Oud-oljeflaska
Utmaning: Kunden ville ha en 12 ml-ampull som såg ut som massivt kristallglas (tjock botten) men som var okrossbar för frakt.
Lösning: 3-stations ISBM-maskin optimerad för tjockväggiga PCTG.
Resultat: Tillverkade en ampull med en 5 mm tjock bas och noll kristallisationsdis.
[USA] Platt fickspruta
Utmaning: Tillverkning av en platt handspritflaska i kreditkortsstil. Standardformblåsning resulterade i "dog-boning" (tjocka kanter, tunn mitt).
Lösning: Anpassade ovala kärnstavar och konditioneringskärl på HGY200-V4.
Resultat: Framgångsrikt gjutna miljontals enheter för en stor detaljhandelskedja med en kassationsgrad på <0,5%.
[Sydkorea] Excentrisk serumflaska
Utmaning: En excentrisk halsdesign orsakade att sträckstången träffade preformväggen i en konkurrents maskin.
Lösning: Ever-Powers styva servodrivna rotationsbord säkerställer perfekt uppriktning.
Resultat: 100%-koncentricitet uppnådd, vilket möjliggör automatiserad fyllning med hög hastighet.
[Brasilien] Eterisk oljedroppar
Utmaning: Hög andel krockskador på glasflaskor under transport till Amazonasregionen.
Lösning: Övergick till Amber PET med Ever-Power ISBM.
Resultat: Transportskador minskade till noll; fraktkostnaderna minskade med 60% på grund av lägre vikt.

Vår toppmoderna anläggning på 20 000 kvm i Qingyuan City.
8. Kundvärde och ROI-analys
Att investera i en dedikerad ISBM-blåsgjutningsmaskin för komplexa former ger betydande ekonomisk avkastning:
- Energieffektivitet: Att eliminera återuppvärmningsugnen (används i 2-stegsläge) minskar energiförbrukningen med ~40%. För en maskin som körs dygnet runt sparar detta cirka $15 000–$20 000 USD årligen.
- Materialbesparingar: Enstegsprocessen genererar minimalt avfall (gjutgjutstänger slipas ofta om i linje). Omvandlingen från "glas till plast" minskar fraktvikten med ~85%.
- Premiumprissättning: Möjligheten att forma unika, icke-runda former gör att varumärken kan ta ut en premiumpris. En specialdesignad polygonflaska kan kosta tre gånger så mycket som en vanlig rund flaska.
10. Enstegs- kontra tvåstegs-: Domen om kosmetiska förpackningar
| Särdrag | Ever-Power One-Step (ISBM) | Traditionell tvåstegs (uppvärmning) |
|---|---|---|
| Komplexa former | Excellent (Konditioneringsstation) | Dålig (Jämn återuppvärmning begränsar formning) |
| Ytkvalitet | Ren (Ingen kontakt) | Repig (förformen tumlar) |
| Energieffektivitet | Hög (Bevarar insprutningsvärmen) | Låg (Kräver kraftig återuppvärmning) |
| Utrymmeskrav | Kompakt (En maskin) | Stor (insprutning + återuppvärmningsfläkt) |
| Hygien | Steril (Slutet loop) | Risk för kontaminering vid lagring |
11. [Global] Regelefterlevnad och säkerhet
Import av maskiner för högvärdig kosmetikaproduktion kräver strikt efterlevnad av internationella standarder. Ever-Power-maskiner är byggda för att underlätta smidig tullklarering och säker drift:
- ✅ CE-märkning (Europa): Uppfyller kraven i maskindirektivet 2006/42/EG och lågspänningsdirektivet. Viktigt för våra kunder i Frankrike och Italien.
- ✅ UL-standarder (USA/Kanada): Vi använder UL-listade elektriska komponenter (Schneider, Rockwell) för att säkerställa att vi följer nordamerikanska säkerhetsföreskrifter.
- ✅ Säkerhet vid kontakt med livsmedel: Alla skruvar, pipor och formar är tillverkade av högkvalitativt rostfritt stål, i enlighet med FDA 21 CFR 177.1630 för PET-kontakt.
12. Varumärkesjämförelse: Ever-Power vs. The Giants
Vi respekterar pionjärer som ASB och Aoki. Ever-Power erbjuder dock en strategisk fördel för flexibla tillverkare:
| Tekniknivå | Jämförbar roterande arkitektur med 4 stationer. Kompatibel med många formar av ASB-12M-typ. |
| Investeringskostnad | 40-50% Lägre CAPEX än japanska motsvarigheter. Snabbare avkastning på investeringen. |
| Ledtid | Genomsnitt 60–90 dagar jämfört med 6–12 månader för konkurrenter. |
*Friskrivning: ASB och Aoki är varumärken som tillhör sina respektive ägare. Referenser är endast avsedda för teknisk jämförelse.
13. Vanliga frågor: Expertsvar för B2B-köpare
Kan jag använda återvunnen PET (rPET) till kosmetikaflaskor?
Ja, våra maskiner är optimerade för rPET. För parfymflaskor med hög klarhet rekommenderar vi dock att blanda eller använda högkvalitativ rPET för att undvika gulning. Våra skruvar är utformade för att hantera rPET:s smältegenskaper.
Vad är formbytestiden?
För HGY-V4-serien tar ett komplett formbyte (injektion, konditionering, blåsning, läpp) cirka 3–4 timmar med ett utbildat team. Vi tillhandahåller en formkran och snabbbytesverktyg.
Behöver jag en kylare?
Ja. För att förhindra kristallisering (dis) i tjockväggiga parfymflaskor och minska cykeltiden krävs kraftfull kylning för formsprutningsformen och konditioneringsstationen. Vi kan hjälpa dig att dimensionera detta.
Kan jag producera ovala och fyrkantiga flaskor på samma maskin?
Absolut. Maskinen förblir densamma; du behöver bara byta formarna och konditioneringskärlen så att de matchar den nya formen.
Vad är mögelns livslängd?
Våra formar är tillverkade av högkvalitativt rostfritt stål S136. Med rätt underhåll är de klassade för över 3 miljoner skott.
Tillhandahåller ni installation?
Ja, vi skickar erfarna ingenjörer till er anläggning för installation, driftsättning och utbildning. Vi lämnar inte förrän ni har kört produktionen enligt den garanterade cykeltiden.
Vilka material kan jag köra?
HGY-serien hanterar PET, PETG, PCTG, PC, PP och Tritan. Vi har specifika skruvdesigner för olika material.
Hur hanterar ni reservdelar?
Vi använder globala standardkomponenter (Yaskawa, Parker, Yuken) som finns tillgängliga lokalt i de flesta länder. För proprietära delar skickar vi via DHL/FedEx inom 24 timmar.
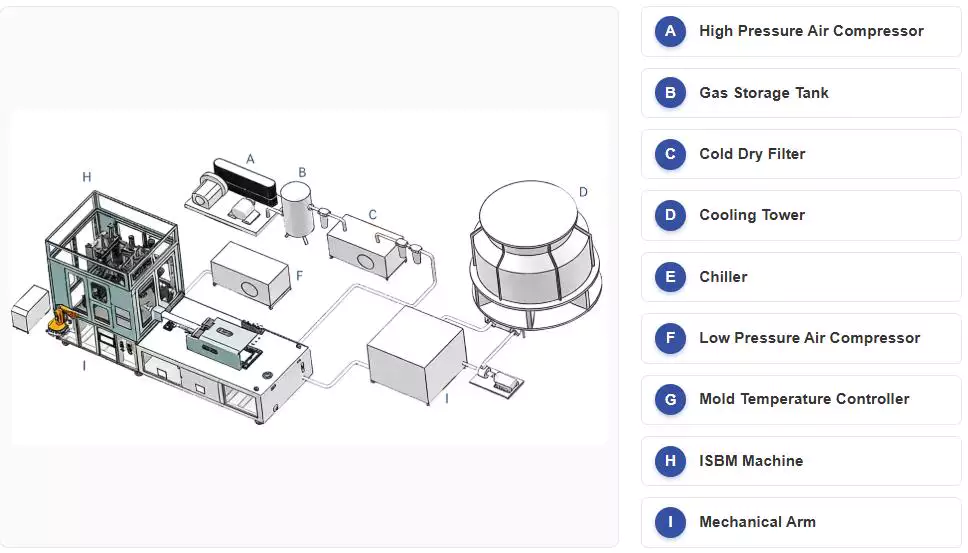
14. Oumbärlig följeslagare: Oljefria luftkompressorer
För högkvalitativa Injektionssträckformningsmaskin Under drift är kvaliteten på din tryckluft av största vikt. Även ett spår av olja i blåsluften kan förstöra klarheten hos en parfymflaska eller orsaka kassering i livsmedelsklassade applikationer.
Vi tillverkar och levererar integrerade Oljefria högtrycksluftkompressorer (3,0–4,0 MPa) specifikt kalibrerad för våra ISBM-maskiner, vilket säkerställer att din förpackning förblir fri från föroreningar.

Redo att omforma din kosmetikalinje?
Låt inte komplexa konstruktioner begränsa din potential. Samarbeta med experter som förstår fysiken bakom komplex formgjutning.

























