1. Konstruktion av "plastguldet": Utmaningar inom PPSU-gjutning
Under mina 20 år inom maskinteknik har få material omvälvt en marknad så snabbt som polyfenylsulfon (PPSU). PPSU, känt som "plastguld" för sin naturliga bärnstensfärgade nyans och otroliga hållbarhet, har ersatt PC (polykarbonat) och till och med glas inom premiumnappflasksektorn. Föräldrar kräver det eftersom det tål upprepad ångsterilisering (upp till 180 °C) utan att släppa ut BPA eller BPS.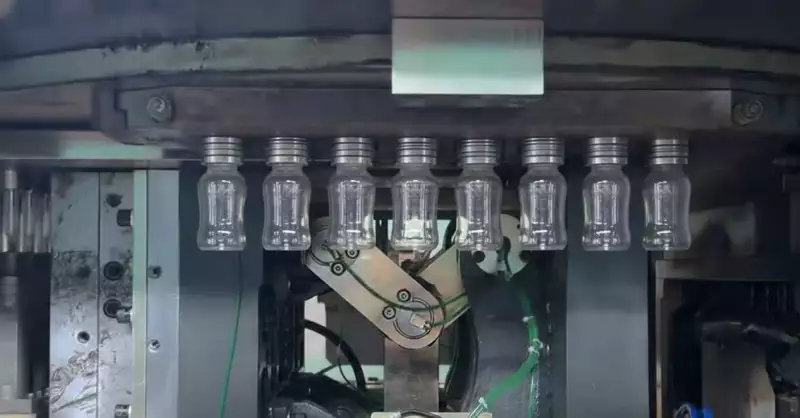
För tillverkare är dock PPSU ett monster. Det har en extremt hög bearbetningstemperatur (360°C+) och hög smältviskositet. Traditionella tvåstegs-PET-maskiner klarar helt enkelt inte av de termiska kraven eller skjuvspänningen. Förformar blir ofta suddiga eller spricker under sträckning om temperaturen inte bibehålls perfekt.
Det är här Enstegsblåsningsmaskin (ISBM) blir oumbärlig. Genom att använda en specialiserad 4-stationsprocess med aktiv termisk konditionering kan vi hantera "värmehistoriken" för PPSU från injektion till blåsning, vilket säkerställer kristallklara, stressfria flaskor som motiverar deras premiumpris.
2. Varför premiumnappflaskor kräver ettstegs ISBM
Säkerhet och estetik är av största vikt inom mödra- och spädbarnsvård. Enstegsprocessen erbjuder tydliga fördelar för PPSU:
- Termisk hantering: PPSU härdar snabbt. I en tvåstegsprocess är återuppvärmning av en kall PPSU-förform energikrävande och leder ofta till ojämn sträckning. Enstegs ISBM utnyttjar restvärmen från injektionen och håller materialet i sitt optimala elastiska område för blåsning.
- Ytlig renhet: Nappflaskor måste vara i perfekt skick. Vår process eliminerar förvaring och tumling av preformflaskor, vilket innebär inga repor och ingen risk för kontaminering – avgörande för en produkt som kommer i kontakt med mjölk och spädbarns munnar.
- Halsprecision: Antikolikventiler och nappar med bred hals kräver exakta anpassningsytor. ISBM-formsprutgjutning av halsen till toleranser på ±0,05 mm, vilket säkerställer att inget läckage av värdefull bröstmjölk eller ersättning undviks.
3. Kärnindustrins behov kontra matchning av ständigt kraftfulla tekniker
| Smärtpunkt för spädbarnsvård | Ever-power ISBM-lösning | Tekniskt resultat |
|---|---|---|
| Hög materialkostnad PPSU kostar ~$50/kg. Skrot är dyrt. |
Zero-Waste Hot Runner Ventilspjällsteknik. |
Eliminerar spill från inlopp. Exakt viktkontroll av kulorna sparar material. |
| Optisk dis Överhettning orsakar gulfärgning/moln. |
4-stationers konditionering Noggrann temperaturprofilering. |
Jämn bärnstensfärgad transparens utan brännmärken eller stressvitning. |
| Hög processtemperatur Standardskruvar slits ner. |
Högtemperaturskruv/tunnel Beläggning av bimetalllegering. |
Klarar 380°C kontinuerlig drift utan slitage eller förkolning. |
| Komplexa former Ergonomiska "greppvänliga" kurvor. |
Servo Stretch Stavar Profilering av hastighetskontroll. |
Perfekt fördelning av material i komplexa kurvor och handtag. |
4. Typiska tillämpningar inom delsegment
Vår PET-flaskmaskin i ett steg (modifierad för tekniska plaster) betjänar hela spektrumet av spädbarnsmatning:
Standardflaskor med bred hals
160 ml till 330 ml. Branscharbetshästen. Kräver perfekt halsplatta för försegling med silikonnappar.
Böjda "Anti-kolik"-flaskor
S-formade eller vinklade flaskor utformade för att minska luftintaget. Svåra att blåsa jämnt utan differentiell värmekontroll.
Träningsmuggar
Tjockare väggtjocklek (upp till 2 mm) för hållbarhet vid fall av småbarn. Kräver robust klämkraft för injektion.

5. Lösning för alltid: Fördelen med HGY200-V4
Bearbetning av PPSU kräver mer än en vanlig maskin. Vi rekommenderar HGY200-V4 (4-stationer), utrustad med vårt ”Högtemperaturpaket”.
Varför V4 för PPSU?
- Station 2 (konditionering) är kritisk: PPSU har ett smalt processfönster. Konditioneringsstationen gör det möjligt för oss att aktivt hantera preformtemperaturen, vilket förhindrar att det yttre skalet kyls ner för snabbt samtidigt som kärnan hålls böjlig. Detta är hemligheten bakom okrossbara flaskor.
- Robust injektionsenhet: PPSU är viskös. Våra servomotorer med högt vridmoment och specialiserade skruvgeometri säkerställer en jämn smältning utan nedbrytning genom skjuvvärme.
- Oljefritt gjutningsområde: För att upprätthålla livsmedelsgodkänd hygien använder våra kläm- och sträckningsenheter elektriska eller oljefria pneumatiska drivningar för att förhindra kontaminering.
6. Processflöde: PPSU-cykeln med 4 stationer

Vår Enstegs formsprutningsmaskin följer en exakt termisk resa:
Smält PPSU fyller hålrummet. Hals bildas.
Temperaturutjämning. Förhindrar frysning av huden.
Servostången sträcks ut. Högtrycksluft formar flaskan.
Robotborttagning. Flaskan är klar för packning.
7. Ingenjörens fältanteckningar: Globala framgångsfall
[Sydkorea] Premium babymärkeUtmaning: Bytte ut PC-flaskor på grund av BPA-förbud. Bytte till PPSU men mötte 20%-kassationsgraden med 2-stegsgjutning på grund av svarta fläckar.
Lösning: HGY200-V4 med specialiserad korrosionsbeständig skruv.
Resultat: Skrot reducerat till <1%. Optisk klarhet matchade glaset.
[Kina] Bästa e-handelssäljareUtmaning: Behövde en unik, ergonomisk S-formad flaska som var svår att forma jämnt.
Lösning: Formsprutning i ett steg med differentiell värmekonditionering.
Resultat: Perfekt fördelning av väggtjockleken. Blev en storsäljare på Tmall.
[Vietnam] OEM-tillverkareUtmaning: Höga energikostnader för att driva separata injektions- och blåsmaskiner för PA-flaskor (nylon).
Lösning: Konsoliderad till ettstegs ISBM.
Resultat: 35% energibesparingar. Minskad fabriksyta med 50%.
[Tyskland] GlasbytesprojektUtmaning: Föräldrar ville ha plastens hållbarhet men utseendet av bärnstensfärgat glas.
Lösning: PPSU-bearbetning på HGY-V4.
Resultat: En "krossbar glasflaska" som hade ett pristillägg på 30%.
8. Värdeanalys: PPSU ROI-fördelning
Att gjuta PPSU är en utmaning. En 160 ml flaska kostar $20-$30 USD. Effektivitet är nyckeln:

- Materialbesparingar: Med PPSU på $50/kg sparar man ~$0,50 per skott genom att eliminera gjutgjut (sprues). Över 1 miljon cykler är det $500 000 enbart i materialbesparingar.
- Defektreducering: Att sänka skrothastigheten från 10% (vanligt i 2-steg) till 1% (ISBM) sparar enorma mängder dyrt harts.
- Premiumpositionering: Högkvalitativa ISBM-flaskor motiverar en "Premium"-märkning, vilket ökar vinstmarginalerna avsevärt.
10. Domen: Ett steg kontra tvåsteg för PPSU
| Särdrag | Ever-power ett-stegs ISBM | Traditionell tvåstegs |
|---|---|---|
| Termisk historia | Optimal (enkel värme) | Dålig (Återuppvärmning bryter ner PPSU) |
| Visuell kvalitet | Kristallklart | Dis/Flödesmärken vanliga |
| Materialavfall | Nära noll | Hög (avfall från kallkanal) |
| Hygien | Steril process | Risk för hantering av preform |
11. Regelefterlevnad: BPA-fri och säker
Babyprodukter uppfyller de strängaste kraven. Ever-power-maskiner säkerställer att du uppfyller dem:
- BPA/BPS-fri: Våra maskiner bearbetar tritan, PPSU och PA på ett säkert sätt och säkerställer överensstämmelse med FDA-, EU 10/2011- och GB 4806-standarderna.
- Säker för livsmedelskontakt: Alla polymerkontaktytor är belagda med SS316L eller livsmedelskvalitet.
- Ren tillverkning: Utformad för dammfri, oljefri drift, lämplig för tillverkningsmiljöer för spädbarnsprodukter.
12. Varumärkesjämförelse: Största jämfört med marknadsledare
Ever-power erbjuder ett smart alternativ till dyra japanska maskiner för spädbarnsvårdsmarknaden:
| Högtemperaturkapacitet | Matchad kapacitet (380°C+) med specialiserade värmeband och skruvar. |
| Mögelkompatibilitet | Kompatibel med formar av ASB-12N/12M-typ, vilket möjliggör enkel eftermontering. |
| Värde | 40% Lägre CAPEXSänker inträdesbarriären för nya premiummärken avsevärt. |
*Friskrivning: Varumärken tillhör sina respektive ägare. Jämförelse endast för teknisk referens.
13. Vanliga frågor: Expertsvar för nappflasktillverkare
Kan jag bearbeta Tritan?
Ja. Tritan (sampolyester) är mycket likt PET men kräver specifika torknings- och temperaturprofiler. Våra maskiner är helt kompatibla med Eastman Tritan™.
Vad sägs om att torka PPSU?
PPSU är hygroskopiskt. Det måste torkas till en fuktighet på <0,02%. Vi levererar högtemperaturavfuktande torkar integrerade med maskinen.
Hur många håligheter finns det för 240 ml-flaskor?
För PPSU använder vi vanligtvis 2 till 4 håligheter för att upprätthålla exakt temperaturkontroll. För PP-nappflaskor kan vi använda upp till 6 eller 8 håligheter.
Stöder du mögeldesign?
Ja. Nappflaskformar är komplexa (ventilation, gängor). Vårt team designar formar specifikt för PPSU:s flödesegenskaper.
Kan jag göra handtag?
Nej, handtag är vanligtvis solida delar. ISBM tillverkar den ihåliga flaskkroppen. Handtag formsprutas vanligtvis separat och monteras sedan.
Är maskinen svår att rengöra?
Färgbyten i PPSU kan vara kostsamma. Vår skruvkonstruktion är självrengörande för att minimera rensningsmaterial och driftstopp under färgbyten.
Vad är garantin?
Standard 1 års garanti på delar och arbete. Vi erbjuder utökade garantier och servicepaket.
14. Kritisk följeslagare: Oljefria luftkompressorer
För ISBM-blåsgjutningsmaskin verksamheter som tillverkar babyprodukter är luftens renhet inte förhandlingsbar.
Vi levererar integrerade Klass 0 oljefria högtrycksluftkompressorerSe till att inga spår av olja någonsin kommer i kontakt med insidan av en nappflaska.

Lansera ditt premiummärke för babyer
Samarbeta med Ever-power för säker, hållbar och kristallklar produktion av PPSU-flaskor.

























