
HGY-serien: Teknisk excellens för kosmetiska förpackningar
Att skapa den "glasliknande" estetiken: Utmaningar och möjligheter
Under mina 20 års erfarenhet av att designa produktionslinjer för kosmetikasektorn har jag bevittnat ett definitivt skifte. Varumärken vill inte längre bara ha plast; de vill ha visuell vikt och glasets klarhet i kombination med säkerheten och kostnadseffektiviteten hos PET eller PETG. Detta gäller särskilt för Tjockväggiga burkar och flaskor används i premiumkrämer, serum och lotioner.
Utmaningen med traditionell tillverkning? Det är värmehantering. Att uppnå en väggtjocklek på 3 till 5 mm utan disighet, kristallisering eller flytmärken är en mardröm för vanliga tvåstegsprocesser. Förformarna kyls ojämnt, och det är nästan omöjligt att värma upp dem till kärnan utan att smälta ytan.
Det är här Enstegsblåsningsmaskin (ISBM)-tekniken blir inte bara ett alternativ, utan en nödvändighet. Genom att integrera injektion, konditionering och blåsning i en enda termisk cykel bibehåller vi materialets "värmehistorik", vilket säkerställer absolut transparens och strukturell integritet.
Kärnteknisk hastighetsläsning
- Kärnteknik: 4-stationers enstegs formsprutning med sträckblåsning (ISBM).
- Kritisk förmåga: Aktiv konditioneringsstation (temperaturprofilering) nödvändig för tjock väggtjocklek (3 mm-5 mm).
- Materialfokus: Optimerad för PET, PETG, PCTG och Tritan utan kristallisering.
- Cykeleffektivitet: Noll energislöseri vid återuppvärmning; 40% energireduktion jämfört med tvåstegssystem.
- Precision: Servodrivna vridbord (Yaskawa/Inovance) säkerställer en koncentricitetsavvikelse < 0,05 mm.

Varför den tunga kosmetikaindustrin kräver ettstegs ISBM
När man gjuter en vanlig vattenflaska är väggarna tunna och kylningen sker snabbt. Lyxiga kosmetikaförpackningar – särskilt tjockväggiga burkar (30 ml–200 ml) – fungerar dock under en annan uppsättning fysik. Den latenta värmen inuti en 5 mm tjock preform är enorm.
Om du använder en 3-stationsmaskin eller en 2-stegsprocess, orsakar den inre värmen att PETG-materialet kristalliserar (blir vitt) eller att materialet sjunker ihop, vilket leder till excentricitet. Vår PET-flaskmaskin i ett steg använder en dedikerad KonditioneringsstationHär "väntar" vi inte bara; vi hanterar aktivt kärntemperaturen med hjälp av balsamstavar eller krukor. Detta gör att vi kan avlägsna värme från ytan samtidigt som kärnan hålls smidig för töjning. Denna kontrollnivå är det enda sättet att uppnå det "kristallklara" utseende som krävs av märken som Estée Lauder eller L'Oréal.
Kärnindustrins behov kontra matchning av ständigt kraftfulla teknologier
| Branschens smärtpunkt | Ever-Power ISBM-lösning | Teknisk implementering |
|---|---|---|
| Dis och blekning Tjocka väggar fångar värme, vilket orsakar kristallisering i PET/PETG. |
Aktiv termisk konditionering | 4-stationsdesign (HGY-V4) med kylstavar i kärnan för att balansera ΔT mellan inner-/ytterväggar. |
| Skiljelinjer och grindar Synliga sömmar förstör illusionen av premium-"glas". |
Sömlös estetik | Direktinsprutning med varmkanal med ventilspjäll; precision i delad form <0,02 mm gap. |
| Excentricitet Ojämn väggtjocklek gör att burkarna känns "billiga". |
Koncentricitet i ett steg | Preformen indexeras på samma dorn från injektion till blåsning; den släpps aldrig eller grips tillbaka. |
| Repa Ytskador under transport. |
Beröringsfri utkastning | Automatiserade uttagningsrobotar placerar flaskor direkt på mjuka transportörer eller förpackningsbrickor. |

Typiska tillämpningar inom personlig vård
Vår ISBM-maskin Serien är inte begränsad till en enda form. HGY-V4-seriens mångsidighet möjliggör snabba formbyten för att tillgodose:
- Tjockväggiga gräddburkar: 30 ml till 100 ml burkar med dubbelväggiga effekter, som ofta ersätter glas för lägre fraktvikt.
- Lyxiga lotionflaskor: PCTG-flaskor med hög klarhet och tunga bottnar (falsk botteneffekt) som utstrålar lyx.
- Serumdroppar: Små, högprecisionshalsfinisher kompatibla med komplexa dropper-enheter.
- Luftfria pumpflaskor: Exakta innerdiametrar som krävs för kolvens rörelse i luftlösa system.
- Mascara- och läppglansrör: Långa L/D-förhållanden som kräver perfekt rakhet och halskalibrering.
Höjdpunkter från Ever-Power-lösningen: Fördelen med HGY-V4
För applicering av kosmetika med tunga väggar rekommenderar jag starkt HGY150-V4 eller HGY200-V4Även om vi erbjuder 3-stationsmaskiner för standardflaskor, 4-stationskonfiguration är inte förhandlingsbar för premium tjockväggiga containrar.
Varför V4:an? Den lägger till en "konditioneringsstation" mellan insprutning och sträckblåsning. Denna station låter oss:
- Justera temperaturen: Värm eller kyl selektivt specifika zoner av preformen (t.ex. kyl den tjocka kroppen samtidigt som halsen hålls stel).
- Eliminera stress: Slappna av polymerkedjorna innan de sträcks för att förhindra optisk distorsion.
- Cykeloptimering: Utför kylning utanför formsprutningsformen, vilket avsevärt minskar den totala cykeltiden jämfört med maskiner som måste kylas helt under formsprutningsfasen.
Drivs av Inovance/Weichi servomotorer och Parker högtrycksventiler, HGY-serien levererar repeterbarhet inom 0,1 g per spruta, vilket säkerställer att varje burk är identisk.
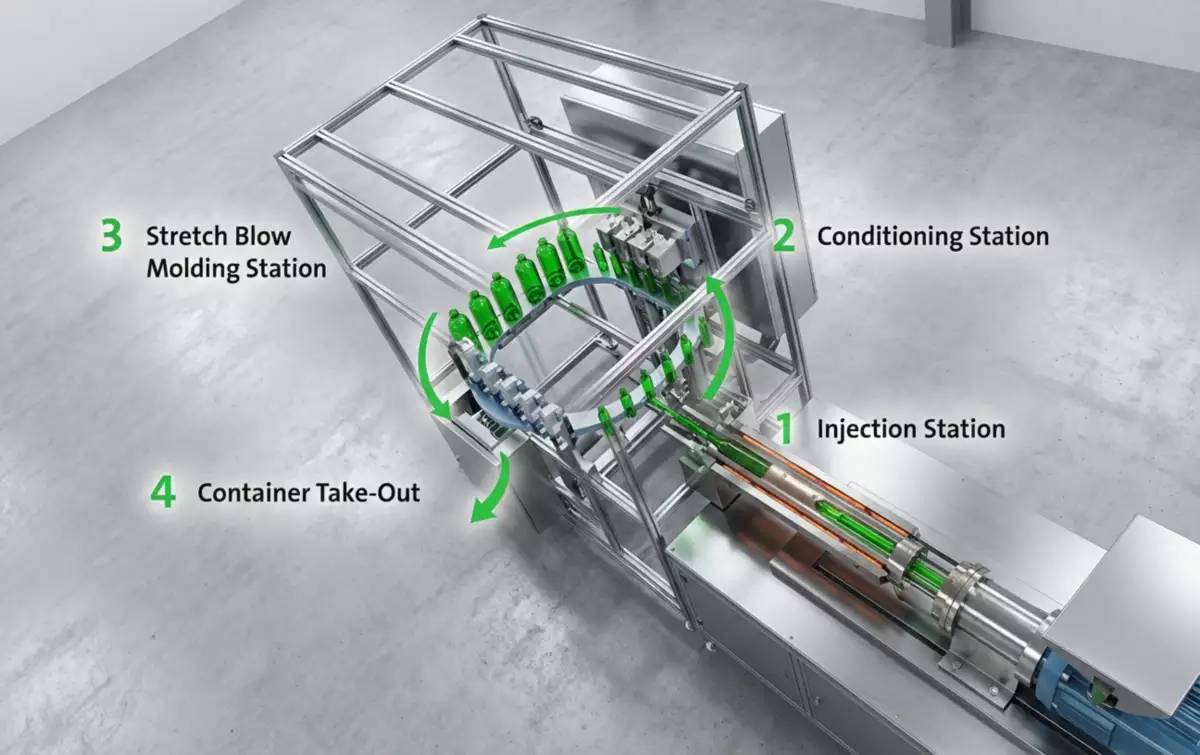
Processflöde: ISBM:s 4-stationskonst
1. Injektion
Smält PET/PETG sprutas in i en kavitet för att forma preformen. Halsfinishen gjuts till slutliga dimensioner med hög precision.
2. Konditionering
Det kritiska steget. Förformen överförs till en konditioneringsbehållare. Den inre/yttre temperaturen utjämnas för att förhindra dis i tjocka väggar.
3. Sträckblås
Förformen sträcks axiellt med en stång och blåses radiellt mot formens väggar för att definiera den slutliga formen och ge biaxiell styrka.
4. Utkastning
Den färdiga flaskan tas bort automatiskt. Med vårt system är detta orienterat och skonsamt för att förhindra repor på ytan.
Ingenjörens fältanteckningar: Globala framgångsfall
[Frankrike] Lyxigt hudvårdsmärke – Krämburk med kraftig vägg
Utmaning: Kunden behövde en 50 ml burk med en väggtjocklek på 4 mm i PETG. Deras tidigare tvåstegsprocess resulterade i 15%-skrot på grund av "mjölkig" dis nära grinden.
Lösning: Implementerade HGY150-V4 med specialiserade "kylstift" i konditioneringsstationen.
Resultat: Transparensen matchade glaset. Skrotningsgraden sjönk till <1%.
”Ever-Powers konditioneringsteknik löste kristalliseringsproblemet som vi kämpade med i två år.” – Pierre D., produktionschef.
[Japan] Tillverkare av ekologiskt serum – Dropper med hög koncentricitet
Utmaning: En 18 mm halsyta krävde absolut koncentricitet för en automatisk droppmonteringslinje. Standardformblåsning hade för mycket ovalitet.
Lösning: Använde vår ISBM-flaskmaskin med ett solidt dorntransportsystem.
Resultat: Ovaliteten kontrolleras inom ±0,1 mm. Linjestopp minskas med 90%.
[USA] Kontraktspaketering – Flexibilitet med flera artikelnummer
Utmaning: Kunden behövde producera 5 olika flaskformer (100 ml till 300 ml) i en och samma maskin med snabba omställningar.
Lösning: HGY200-V4 med snabbväxlingsformbaser.
Resultat: Formbytestiden minskade från 8 timmar till 3 timmar. Avkastning på investeringen uppnådd på 14 månader.
[Brasilien] Hårvårdsjätte – Storproduktion
Utmaning: Höga energikostnader tärde på marginalerna för en 250 ml schampoflaska.
Lösning: Bytte från tvåstegs- till enstegs-HGY-serien. Tog bort uppvärmningsugnen helt.
Resultat: 40% minskning av elräkningar per producerad enhet.
[Thailand] Farmaceutiska injektionsflaskor
Utmaning: Krävs ISO klass 7 renrumskompatibilitet för sterila ögondroppsflaskor.
Lösning: Helelektrisk servoversion av vår ISBM-maskin med oljefritt pneumatiskt avgasrör.
Resultat: Klarade alla renrumscertifieringar enkelt tack vare avsaknaden av hydrauloljeläckage.

Enstegs vs. tvåstegs: En ingenjörs jämförelse
| Särdrag | Enstegs ISBM (Ever-Power) | Tvåstegs (uppvärmningsblåsning) |
|---|---|---|
| Processflöde | Kontinuerlig (varm preform) | Avbruten (uppvärmning av kall förform) |
| Ytkvalitet | Ren (inga repor) | Risk för att preformen faller |
| Väggtjocklekskapacitet | Utmärkt (tunga väggar möjliga) | Begränsad (svårt att återuppvärma tjocka väggar) |
| Energieffektivitet | Hög (Bevarar insprutningsvärme) | Låg (Kräver stora uppvärmningsugnar) |
| Maskinens fotavtryck | Kompakt (en maskin) | Stor (Injektion + Återuppvärmning + Fläkt) |
[Global] Regelefterlevnad och säkerhet
Import av industrimaskiner kräver strikt efterlevnad av lokala bestämmelser. Ever-Power-maskiner är konstruerade för att uppfylla globala standarder:
- CE-märkning (Europa): Helt i enlighet med maskindirektivet 2006/42/EG, lågspänningsdirektivet och EMC-direktivet. Viktigt för våra kunder i Frankrike och Tyskland.
- UL-standarder (USA/Kanada): Elektriska komponenter kommer från UL-listade leverantörer (som Rockwell/Allen-Bradley-alternativ) för att säkerställa smidig inspektion i nordamerikanska anläggningar.
- Material som kommer i kontakt med livsmedel: Alla delar som vidrör polymeren (skruvar, fat, formar) är tillverkade av livsmedelsklassat rostfritt stål som uppfyller FDA 21 CFR 177.1630.
- Energieffektivitet: Våra servohydrauliska system uppfyller energieffektivitetsstandarderna nivå 1 i Kina och kvalificerar sig ofta för grön energi-bidrag i kundregioner.

Varumärkesjämförelse och ansvarsfriskrivning
Vi får ofta frågan om hur vi står oss i jämförelse med japanska jättar som ASB eller Aoki. Vi respekterar deras teknologi, eftersom de var pionjärer inom detta område. Ever-Power erbjuder dock ett strategiskt alternativ:
| Tekniknivå | Jämförbar 4-stations ISBM-arkitektur; kompatibel med ASB-formar. |
| Investeringskostnad | Cirka 40–50% lägre kapitalutgifter (CAPEX) än japanska motsvarigheter, vilket möjliggör snabbare avkastning på investeringen. |
| Ledtid | Vanligtvis 60–90 dagar, jämfört med 6–9 månader för vissa konkurrenter. |
Friskrivning: Omnämnande av varumärken från tredje part (ASB, Aoki) är endast i jämförande tekniska syften. Ever-Power är en oberoende tillverkare.
Vanliga frågor: Expertsvar på dina ISBM-frågor
Kan jag använda återvunnen PET (rPET) på den här maskinen?
Ja. Våra skruvgeometrier är optimerade för att hantera rPET med varierande inneboende viskositet (IV) utan nedbrytning. Vi rekommenderar en avfuktande torktumlare för att säkerställa att fukthalten är under 50 ppm.
Vad är formens förväntade livslängd?
Våra formar använder högkvalitativt rostfritt stål S136 med värmebehandling. Med korrekt underhåll klarar de lätt mer än 3 miljoner skott. Vi erbjuder även formarrenoveringstjänster.
Behöver jag en kylare till den här maskinen?
Ja. För att uppnå höga cykelhastigheter och klarhet i tjockväggiga behållare krävs en dedikerad kylare för injektionskaviteten och konditioneringsstationen. Vi kan hjälpa dig att dimensionera detta.
Är det svårt att byta formar?
Inte med V4-serien. Vi använder ett snabbväxlingssystem för klämning och tillhandahåller ett kranverktyg för formverktyg. Ett utbildat team kan utföra ett komplett omställningsarbete på 2–3 timmar.
Kan jag tillverka ovala flaskor?
Absolut. Vår kylstation möjliggör förhöjd uppvärmning, vilket gör den idealisk för ovala eller icke-runda former med bildförhållanden upp till 2:1.
Vilken support erbjuder ni för installation?
Vi skickar erfarna ingenjörer till er anläggning för installation, driftsättning och utbildning. Vi lämnar inte förrän ert team har kört produktionen enligt den garanterade cykeltiden.
Hur är det med tillgången på reservdelar?
Vi använder globala standardkomponenter (Yuken, Parker, Schneider, etc.) som finns tillgängliga lokalt i de flesta länder. För proprietära delar skickar vi via DHL/FedEx inom 24 timmar.
Varför är One-Step bättre för hygienen?
Eftersom preformen aldrig kommer i kontakt med den yttre miljön. Den går från smält plast till färdig förseglad flaska i en steril kammare. Detta är avgörande för läkemedels- och exklusiva kosmetikaprodukter.
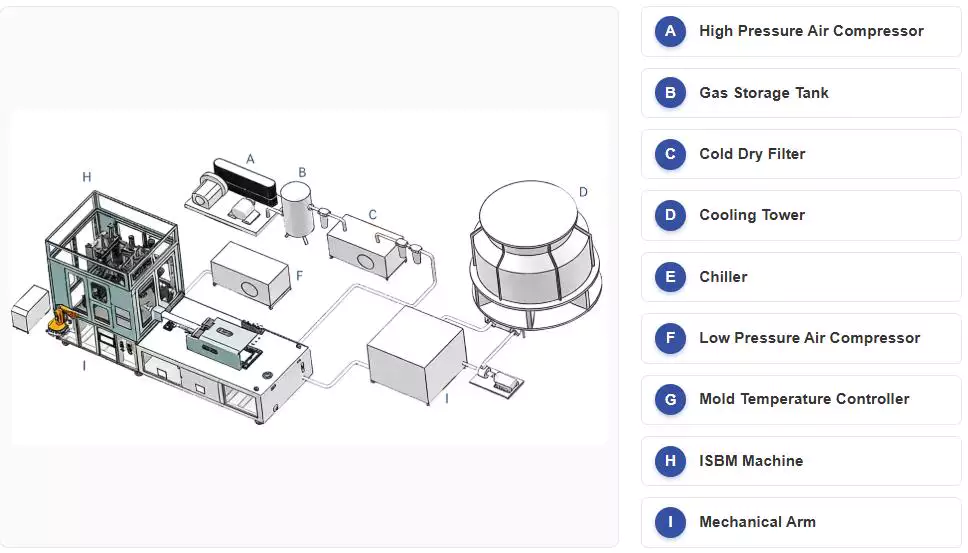
Relaterad hjälputrustning
Att driva ett verkligt effektivt Formsprutning i ett steg linje, kvaliteten på din tryckluft är av största vikt. Oljeföroreningar i blåsluften kan förstöra en hel sats genomskinliga kosmetikaflaskor.
Vi levererar och integrerar högpresterande Oljefria luftkompressorer Speciellt utformade för våra maskiners blåstryckskrav (3,0–3,5 MPa). Detta säkerställer att dina tungväggiga burkar förblir kemiskt rena och optiskt felfria.
Redo att förbättra dina kosmetikaförpackningar?
Låt inte kristallisering och excentricitet kompromissa med ditt varumärkes image. Samarbeta med experter som förstår fysiken bakom tungväggsgjutning.
Få din skräddarsydda ISBM-lösningsoffert
Kontakta Ever-Power idag för en teknisk konsultation och ROI-analys.
























