
描述
一步吹塑机 HGY50-V3-EV:用于 PET 容器的精密三工位 ISBM 技术
由 Ever-power 精心打造 | 拥有超过 20 年的聚合物加工专业经验
工程概览:重新定义生产效率
这 HGY50-V3-EV 它不仅仅是一台机器;对于那些目标是进军高端包装市场的制造商而言,它更是一项战略资产。 一步吹塑机 它将瓶坯注塑和瓶子吹塑集成到一个紧凑的单元中。这省去了两步工艺中所需的再加热步骤,从而保持了PET的特性粘度(IV),并确保了晶莹剔透的透明度和优异的机械强度。
HGY50-V3-EV的核心优势在于其 三站式架构与占用更多空间和能源的四工位注塑机不同,我们的V3设计优化了预成型件的保温性能。通过利用注塑过程中的余热,我们大幅降低了能耗,同时保持了可与大型工业设备媲美的循环时间。它是理想的选择。 ISBM机器 用于生产高质量的化妆品容器、药品瓶和高档饮料包装,对表面光洁度和尺寸精度要求极高。

图 1:Ever-power HGY50-V3-EV 三站式单元
技术规格和机器参数
以我的经验来看,可靠性 注塑拉伸吹塑机 HGY50-V3-EV 的性能由其组件决定。它采用全球顶尖的组件打造,确保全天候稳定运行。
1. 技术标准配置
| 组件系统 | 规格/品牌 |
|---|---|
| 伺服系统 | 5 套(Inovance / MIRLE) |
| 伺服电机功率 | 34.8 千瓦(Inovance / WEICHI) |
| PLC控制 | Inovance / MIRLE |
| 转盘旋转 | 安川伺服(日本)/伟创伺服+村田减速机(台湾) |
| 高压阀 | 派克(美国) |
| 气缸 | 亚铁 |
| 温度控制 | 集成箱体控制(高精度、稳定) |
| 丝杠 | NSK(日本) |
| 吹塑结构 | 双伺服电机模具夹紧,带高压补偿 |
| 总功率 | 45.2千瓦 |
2、机器参数(HGY50-V3-EV)
| 参数项 | 值/描述 |
|---|---|
| 螺纹直径 | 40毫米(可选) |
| 理论注入能力 | 239克 |
| 注射夹紧力 | 50千牛 |
| 吹气夹紧力 | 100千牛(单侧) |
| 上模行程 | 280毫米 |
| 下模行程 | 280毫米 |
| 击球 | 150毫米 |
| 吹气核心冲刺 | 100毫米 |
| 吹塑模压 | 60 + 60 毫米 |
| 尺寸(长×宽×高) | 3800 × 1200 × 2500 毫米 |
| 总重量 | 3.5吨 |
3. 产品尺寸能力
| 产品数量(腔体) | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| 瓶子直径(毫米) | 100 | 90 | 62 | 45 | 35 | 28 |
| 最大瓶容量(毫升) | 2500 | 1500 | 900 | 400 | 250 | 100 |
| 最大瓶子重量(克) | 130 | 65 | 43 | 32 | 26 | 22 |
| 颈部直径(毫米) | 60 | 38 | 30 | 27 | 20 | 17 |
核心技术:一步式ISBM原理
这 一步式PET瓶机 该理念革新了生产方式,在单个转盘上即可完成瓶子生产的整个生命周期。这对于PETG、PC和PCTG等对再加热循环敏感的材料至关重要。
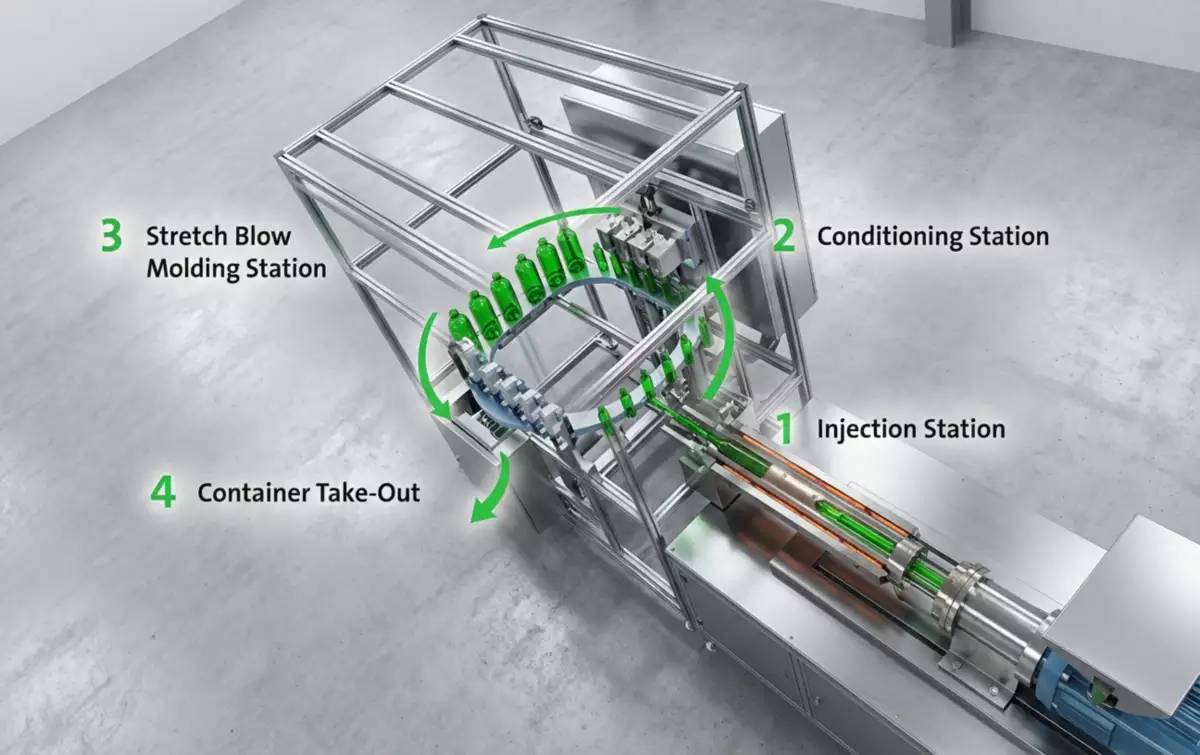
操作流程
1. 注射站
将熔融树脂注入预成型模具中。颈部成型至精确尺寸,然后将主体冷却至适合拉伸的设定温度。
2. 调节(热调节)
在我们的HGY50-V3-EV中,温度均质化发生在转印过程中。预制棒芯部保持温暖,而外层冷却,从而形成双轴取向所需的理想温度梯度。
3. 拉伸和吹风站
拉伸杆通过机械方式沿轴向拉长预成型件,同时高压空气沿径向膨胀。这种双轴拉伸使分子排列整齐,从而达到最大强度。
4. 弹射站
成品容器从唇模中脱模后自动输送出去,无需人工干预,确保卫生。
战略分析:一步式系统与两步式系统
为什么选择 一步注塑吹塑成型 该系统优于传统的两步法吗?答案在于效率和质量控制。
| 比较维度 | 永动力一步式ISBM | 传统两步法(再加热) |
|---|---|---|
| 流程图 | 树脂到瓶子(直接) | 树脂 -> 瓶坯 -> 储存 -> 再加热 -> 装瓶 |
| 能源效率 | 高(利用余热喷射) | 低(需要重新加热冷却后的预成型件) |
| 瓶子美学 | 完美(无划痕,高光泽) | 预成型件运输过程中存在划痕风险 |
| 空间需求 | 紧凑型(单机) | 大型(注塑机+吹塑机+储罐) |
| 材料柔韧性 | 优秀(PET、PC、PP、PETG、Tritan) | 有限(主要为标准PET) |
| 废品率 | 低(集成反馈回路) | 较高(两台机器的启动损失) |
核心技术速读:为什么选择 HGY50-V3-EV?
- ✓
无形的分界线: 我们采用高压补偿的双伺服夹紧装置,确保化妆品瓶身几乎没有接缝,这是奢侈品牌的一项关键要求。 - ✓
能量动力学: 通过整合 一步式注塑机 根据逻辑,我们利用的是塑料的“潜热”。您无需为塑料加热两次付费。 - ✓
多功能性: 无论是专用的 10 毫升眼药水瓶还是广口花生酱罐,可变行程和可变腔体功能使这台机器成为您工厂中的万能战士。

应用行业及产品能力
这 ISBM吹塑机 是多个对卫生和美观要求极高的行业的支柱。
制药与医疗
非常适合生产眼药水瓶、药瓶和疫苗瓶。“一步式”生产方式意味着注射后瓶颈无需再进行任何操作,从而确保达到 ISO 级卫生标准。
化妆品及个人护理
厚壁罐、睫毛膏容器和乳液瓶需要像玻璃一样透明,但又没有玻璃的重量和易碎风险。
婴儿护理
这款机器非常适合加工PPSU和PC材质的婴儿奶瓶。它能轻松处理高温工程塑料。
食品和饮料
广口瓶、调味瓶和迷你酒瓶。精准的瓶颈设计确保每次都能完美密封。

市场地位及投资回报分析
基准测试:Ever-power 与日本同类产品
我们尊重像ASB和Aoki这样的先驱者。然而,Ever-power提供了一种独特的价值主张: 95% 的性能,投资成本为 60%。
| 特征 | Ever-power HGY50-V3-EV | 日本领先品牌(ASB/Aoki) |
|---|---|---|
| 核心组件 | 同属全球顶级品牌(安川、派克、NSK) | 专有 + 全球顶级 |
| 周期 | 约8-12秒(取决于产品) | 约8-12秒 |
| 售后服务 | 远程+本地合作伙伴(快速响应) | 全球网络(高成本) |
| 投资回报率周期 | 12-18个月 | 36 – 48 个月 |
投资回报率预测:中型饮料厂案例
切换到 一步吹塑成型设备 设置该方案后,您无需再购买瓶坯。例如,对于年产1000万个瓶子的工厂:
- 材料节省: 购买树脂颗粒而不是预成型件,大约可以节省 20-30% 的原材料成本。
- 节能: 与两步加热相比,取消再加热隧道可节省约 40% 电费。
- 后勤: 预成型件存储无需任何仓库空间。
【北美】极端气候适应能力与地方合规性
针对不同气候条件下的客户,从东南亚的潮湿气候到加拿大的干燥冬季,HGY50-V3-EV 配备了闭环液压油温度稳定系统。这确保了无论环境温度如何变化,都能保持稳定的启动性能。
遵守: 该机器完全符合欧洲市场的CE认证标准,并符合北美市场的UL电气安全标准。我们提供完整的文档,以满足当地安全审核的要求。
工程师专栏:常见问题解答
这台机器可以加工再生PET(rPET)吗?
是的,塑化螺杆经过特殊涂层处理,以应对rPET略有不同的熔体流动速率。但是,物料在加工前必须彻底干燥和除湿。
模具更换时间是多久?
对于熟练的技术人员来说,完成一次完整的模具更换(注塑模具+吹塑模具+唇形模具)大约需要2到3个小时。HGY50-V3-EV的快速更换设计使这一过程变得更加便捷。
需要冷水机吗?
是的,稳定的模具冷却对于缩短生产周期和保证透明度至关重要。我们建议根据环境温度选择 10-15 马力的冷却器。
三站式设计如何处理空调?
三工位设计(注塑、拉伸吹塑、顶出)主要在注塑模具内和转盘转移过程中进行预处理。通过精确控制注塑模具的冷却时间,我们可以将预成型件以精确的取向温度送至吹塑工位。
全球实地考察笔记:真实客户故事
从我的笔记本电脑到你的屏幕——实际部署 注塑吹塑一体机.

美国:药用小瓶
“我们用一台HGY50替换了3台旧机器。洁净室占地面积大幅减少。” 俄亥俄州运营经理

巴西:化妆品罐
“注射阶段的伺服控制解决了我们壁厚一致性的问题。” 圣保罗生产主管

德国:生物聚合物
“PLA的加工过程很棘手,但永能的温度控制系统使加工过程变得稳定。” 慕尼黑研发总监

印度尼西亚:饮料
“高湿度通常会对PET材料造成影响,但这台机器的封闭式湿度调节系统却能起到奇效。” 雅加达工厂经理
滑动查看更多全球成功案例
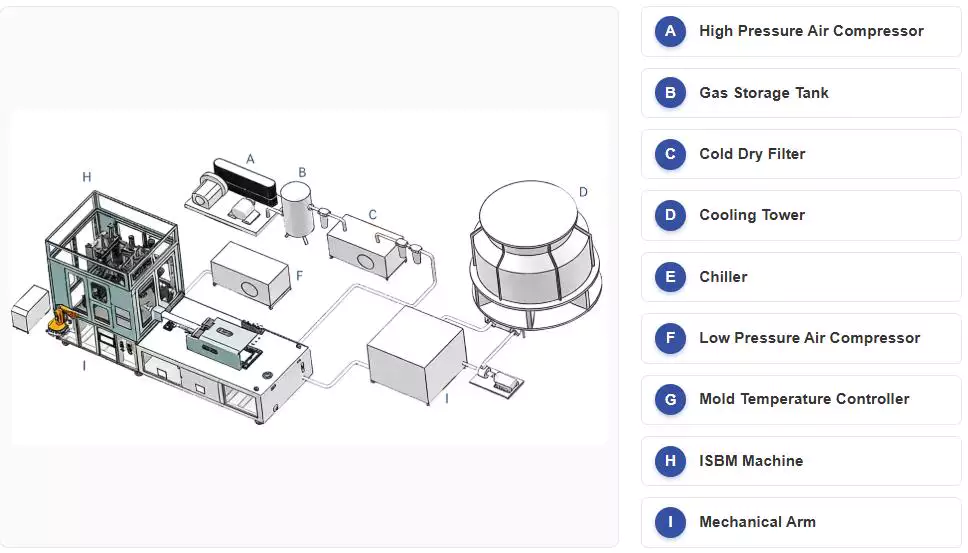
完善您的生产线
洁净的空气源对吹塑成型至关重要。我们也生产高效的…… 无油空气压缩机 专为与我们的 ISBM 装置配合使用而设计,确保不会有油污染到您的无菌瓶中。




























