
Beschreibung
Einstufen-Blasformmaschine HGY50-V3-EV: Präzise 3-Stationen-ISBM-Technologie für PET-Behälter
Entwickelt von Ever-power | Über 20 Jahre Erfahrung in der Polymerverarbeitung
Überblick über die Technik: Produktionseffizienz neu definieren
Der HGY50-V3-EV ist nicht nur eine Maschine; sie ist ein strategischer Vorteil für Hersteller, die das Premiumsegment des Verpackungsmarktes anstreben. Ein-Schritt-Blasformmaschine Das Verfahren integriert das Einspritzen der Vorformlinge und das Blasen der Flasche in eine einzige, kompakte Einheit. Dadurch entfällt die bei zweistufigen Prozessen notwendige Wiedererwärmungsphase, wodurch die intrinsische Viskosität (IV) des PET erhalten bleibt und kristallklare Transparenz sowie überlegene mechanische Festigkeit gewährleistet werden.
Der Hauptvorteil des HGY50-V3-EV liegt in seiner 3-Stationen-ArchitekturIm Gegensatz zu 4-Stationen-Maschinen, die mehr Stellfläche und Energie benötigen, optimiert unsere V3-Konstruktion die Wärmespeicherung des Vorformlings. Durch die Nutzung der Restwärme aus dem Spritzgießprozess reduzieren wir den Energieverbrauch drastisch und erreichen gleichzeitig eine Zykluszeit, die mit größeren Industrieanlagen vergleichbar ist. Sie ist die ideale Lösung. ISBM-Maschine für die Herstellung hochwertiger Kosmetikbehälter, pharmazeutischer Flaschen und Premium-Getränkeverpackungen, bei denen Oberflächenbeschaffenheit und Maßgenauigkeit unerlässlich sind.

Abbildung 1: Die Ever-power HGY50-V3-EV 3-Stationen-Einheit
Technische Spezifikationen & Maschinenparameter
Meiner Erfahrung nach ist die Zuverlässigkeit eines Spritzstreckblasformmaschine Die Leistung wird durch die verwendeten Komponenten definiert. Der HGY50-V3-EV ist mit erstklassigen globalen Komponenten ausgestattet, um einen stabilen 24/7-Betrieb zu gewährleisten.
1. Technische Standardkonfiguration
| Komponentensystem | Spezifikation / Marke |
|---|---|
| Servosysteme | 5 Sets (Inovance / MIRLE) |
| Servomotorleistung | 34,8 kW (Inovance / WEICHI) |
| SPS-Steuerung | Innovation / MIRLE |
| Drehtellerrotation | Yaskawa Servo (Japan) / WEICHI Servo + TSUNTIEN Reduzierstück (Taiwan) |
| Hochdruckventil | Parker (USA) |
| Pneumatikzylinder | Airtak |
| Temperaturregelung | Integrierte Boxsteuerung (Hohe Genauigkeit, stabil) |
| Leitspindel | NSK (Japan) |
| Blasformstruktur | Zwei Servomotor-Formenklemmung mit Hochdruckkompensation |
| Gesamtleistung | 45,2 kW |
2. Maschinenparameter (HGY50-V3-EV)
| Parameterelement | Wert / Beschreibung |
|---|---|
| Schraubendurchmesser | 40 mm (optional) |
| Theoretische Einspritzkapazität | 239 g |
| Einspritzklemmkraft | 50 kN |
| Blasklemmkraft | 100 kN (einseitig) |
| Oberer Formenhub | 280 mm |
| Unterer Formhub | 280 mm |
| Auswurfschlag | 150 mm |
| Blow Core Stroke | 100 mm |
| Blasform-Schlaganfall | 60 + 60 mm |
| Abmessungen (L×B×H) | 3800 × 1200 × 2500 mm |
| Gesamtgewicht | 3,5 Tonnen |
3. Produktdimensionierungsfähigkeiten
| Produktmenge (Kavitäten) | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Flaschendurchmesser (mm) | 100 | 90 | 62 | 45 | 35 | 28 |
| Maximales Flaschenvolumen (ml) | 2500 | 1500 | 900 | 400 | 250 | 100 |
| Maximales Flaschengewicht (g) | 130 | 65 | 43 | 32 | 26 | 22 |
| Halsdurchmesser (mm) | 60 | 38 | 30 | 27 | 20 | 17 |
Kerntechnologie: Das Ein-Schritt-ISBM-Prinzip
Der Ein-Schritt-PET-Flaschenmaschine Das Konzept revolutioniert die Produktion, indem es den gesamten Lebenszyklus der Flaschenherstellung auf einem einzigen Drehteller durchführt. Dies ist entscheidend für Materialien wie PETG, PC und PCTG, die empfindlich auf Wiedererhitzungszyklen reagieren.
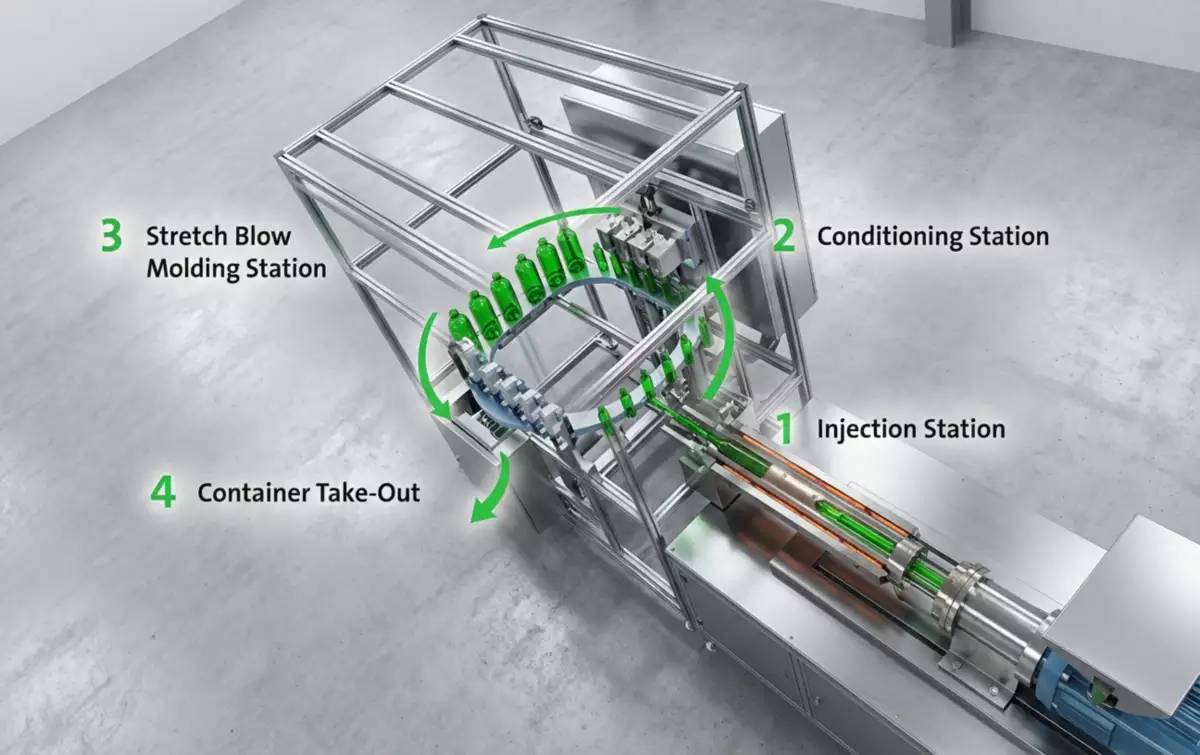
Ablauf des operativen Prozesses
1. Einspritzstation
Geschmolzenes Harz wird in die Vorform eingespritzt. Der Hals wird auf exakte Maße geformt, und der Körper wird auf eine für das Streckverfahren geeignete Temperatur abgekühlt.
2. Konditionierung (Thermal)
Bei unserem HGY50-V3-EV-Verfahren erfolgt die Temperaturhomogenisierung während des Transfers. Der Vorformlingkern wird warmgehalten, während die Außenhaut gekühlt wird. Dadurch entsteht der optimale Temperaturgradient für die biaxiale Ausrichtung.
3. Dehnungs- und Föhnstation
Ein Streckstab verlängert das Vorformling mechanisch axial, während Druckluft es radial ausdehnt. Diese biaxiale Streckung richtet die Moleküle für maximale Festigkeit aus.
4. Ausstoßstation
Der fertige Behälter wird aus der Lippenform entnommen und automatisch abtransportiert. Manuelle Eingriffe sind nicht erforderlich, wodurch die Hygiene gewährleistet wird.
Strategische Analyse: Ein-Schritt- vs. Zwei-Schritt-Systeme
Warum sollte man sich für ein Einstufiges Spritzblasformen Welches System ist dem traditionellen Zwei-Schritt-Verfahren überlegen? Die Antwort liegt in der Effizienz und der Qualitätskontrolle.
| Vergleichsdimension | Immer-Power-Ein-Schritt-ISBM | Traditionelles Zweistufenverfahren (Aufwärmen) |
|---|---|---|
| Prozessablauf | Harz zu Flasche (Direkt) | Harz -> Vorformling -> Lagerung -> Wiedererwärmen -> Flasche |
| Energieeffizienz | Hoch (Nutzt die Restwärme der Einspritzung) | Niedrig (Erfordert erneutes Erwärmen der abgekühlten Vorformlinge) |
| Flaschenästhetik | Perfekt (Keine Kratzer, Hochglanz) | Risiko von Kratzern beim Transport der Vorformlinge |
| Platzbedarf | Kompakt (Ein Gerät) | Großanlage (Spritzgießmaschine + Blasformmaschine + Lager) |
| Materialflexibilität | Ausgezeichnet (PET, PC, PP, PETG, Tritan) | Begrenzt (überwiegend Standard-PET) |
| Schrottrate | Niedrig (Integrierter Rückkopplungsmechanismus) | Höher (Anlaufverluste bei zwei Maschinen) |
Technologie im Schnelldurchlauf: Warum HGY50-V3-EV?
- ✓
Unsichtbare Trennlinien: Unsere Doppelservo-Klemmung mit Hochdruckkompensation gewährleistet, dass Kosmetikflaschen nahezu unsichtbare Nähte aufweisen – eine entscheidende Voraussetzung für Luxusmarken. - ✓
Energiedynamik: Durch die Integration der Einstufige Spritzgießmaschine Aus diesem Grund nutzen wir die „latente Wärme“ des Kunststoffs. Sie bezahlen also nicht dafür, den Kunststoff zweimal zu erhitzen. - ✓
Vielseitigkeit: Ob es sich um ein spezielles 10-ml-Augentropfenfläschchen oder ein Erdnussbutterglas mit weiter Öffnung handelt, die variable Hub- und Kavitätskapazität macht diese Maschine zu einem universellen Helfer in Ihrer Fabrik.

Anwendungsbereiche & Produktfähigkeiten
Der ISBM Blasformmaschine ist das Rückgrat zahlreicher Bereiche, die hohe Hygiene- und ästhetische Ansprüche haben.
Pharmazeutika & Medizin
Ideal für die Herstellung von Augentropfenfläschchen, Tablettenfläschchen und Impfstoffampullen. Dank des „Ein-Schritt“-Verfahrens wird der Flaschenhals nach der Befüllung nicht mehr berührt, wodurch Hygiene nach ISO-Standard gewährleistet wird.
Kosmetik & Körperpflege
Dickwandige Gläser, Mascara-Behälter und Lotionflaschen, die eine glasähnliche Klarheit erfordern, jedoch ohne das Gewicht und die Bruchgefahr von Glas.
Babypflege
Ideal für Babyflaschen aus PPSU und PC. Die Maschine verarbeitet problemlos hochtemperaturbeständige technische Kunststoffe.
Speisen und Getränke
Weithalsgläser, Gewürzflaschen und Mini-Likörflaschen. Die präzise Halsbearbeitung garantiert jedes Mal einen perfekten Verschluss.

Marktpositions- und Investitionsrenditeanalyse
Benchmarking: Everpower vs. japanische Konkurrenzprodukte
Wir respektieren Pioniere wie ASB und Aoki. Ever-power bietet jedoch ein deutlich anderes Wertversprechen: 95% der Leistung bei 60% der Investitionskosten.
| Besonderheit | Ever-power HGY50-V3-EV | Führende japanische Marke (ASB/Aoki) |
|---|---|---|
| Kernkomponenten | Gleiche globale Spitzenklasse (Yaskawa, Parker, NSK) | Proprietär + Weltweit führend |
| Zykluszeit | ~8-12 Sekunden (produktabhängig) | ~8-12 Sekunden |
| Kundendienst | Remote + lokale Partner (Schnelle Reaktion) | Globales Netzwerk (Hohe Kosten) |
| ROI-Zeitraum | 12 – 18 Monate | 36 – 48 Monate |
ROI-Prognose: Fallbeispiel für eine mittelgroße Getränkefabrik
Umstellung auf einen Einstufen-Blasformanlage Durch diese Einrichtung können Sie den Kauf von Vorformlingen einstellen. Für ein Werk, das 10 Millionen Flaschen pro Jahr produziert:
- Materialeinsparungen: Der Kauf von Harzpellets anstelle von Vorformlingen spart ca. 20-301 TP3T an Rohmaterialkosten.
- Energieeinsparungen: Durch den Wegfall des Nacherhitzungstunnels werden im Vergleich zum zweistufigen Verfahren ca. 401 TP3T an Stromkosten eingespart.
- Logistik: Für die Lagerung von Vorformlingen wird kein Lagerraum benötigt.
[Nordamerika] Extremklimaresilienz und lokale Einhaltung der Vorschriften
Für unsere Kunden in unterschiedlichen Klimazonen, von der hohen Luftfeuchtigkeit Südostasiens bis zu den trockenen Wintern Kanadas, verfügt der HGY50-V3-EV über ein geschlossenes Hydrauliköl-Temperaturstabilisierungssystem. Dies gewährleistet eine gleichbleibende Startleistung unabhängig von der Umgebungstemperatur.
Einhaltung: Die Maschine ist CE-konform für den europäischen Markt und erfüllt die UL-Normen für elektrische Sicherheit in Nordamerika. Wir stellen die vollständige Dokumentation für lokale Sicherheitsaudits bereit.
Ingenieursecke: Häufig gestellte Fragen
Kann diese Maschine recyceltes PET (rPET) verarbeiten?
Ja, die Plastifizierschnecke ist speziell beschichtet, um den leicht abweichenden Schmelzflussindex von rPET zu verarbeiten. Das Material muss jedoch vor der Weiterverarbeitung gründlich getrocknet und entfeuchtet werden.
Wie lange dauert der Formenwechsel?
Für einen erfahrenen Techniker dauert ein kompletter Werkzeugwechsel (Spritzguss-, Blas- und Lippenformen) etwa 2 bis 3 Stunden. Die Schnellwechselkonstruktion der HGY50-V3-EV erleichtert dies.
Wird ein Kühler benötigt?
Ja, eine gleichmäßige Formkühlung ist entscheidend für die Zykluszeit und die Klarheit. Wir empfehlen einen Kühler mit 10–15 PS, abhängig von Ihrer Umgebungstemperatur.
Wie handhabt das 3-Stationen-Design die Klimatisierung?
Das 3-Stationen-Design (Spritzgießen, Streckblasformen, Auswerfen) steuert die Konditionierung primär im Spritzgießwerkzeug und während des Transfers auf dem Drehtisch. Durch die präzise Steuerung der Abkühlzeit im Spritzgießwerkzeug wird die Vorform mit der exakten Orientierungstemperatur zur Blasformstation transportiert.
Globale Feldnotizen: Echte Kundengeschichten
Von meinem Notizbuch auf Ihren Bildschirm – reale Einsätze der Spritzblasformmaschine (Einstufenverfahren).

USA: Pharmazeutische Ampullen
„Wir haben drei ältere Maschinen durch eine HGY50 ersetzt. Die Reduzierung der Reinraumfläche war enorm.“ Betriebsleiter, Ohio

Brasilien: Kosmetiktiegel
„Die Servoregelung in der Einspritzphase hat unsere Probleme mit der Wandstärkenkonsistenz gelöst.“ Produktionsleitung, São Paulo

Deutschland: Bio-Polymere
„Die Verarbeitung von PLA war knifflig, aber das Temperaturregelungssystem von Ever-power sorgte für Stabilität.“ F&E-Leiter, München

Indonesien: Getränke
„Hohe Luftfeuchtigkeit beeinträchtigt normalerweise PET, aber die geschlossene Klimatisierung dieser Maschine wirkt Wunder.“ Werksleiter, Jakarta
Wischen Sie, um weitere globale Erfolgsgeschichten anzusehen.
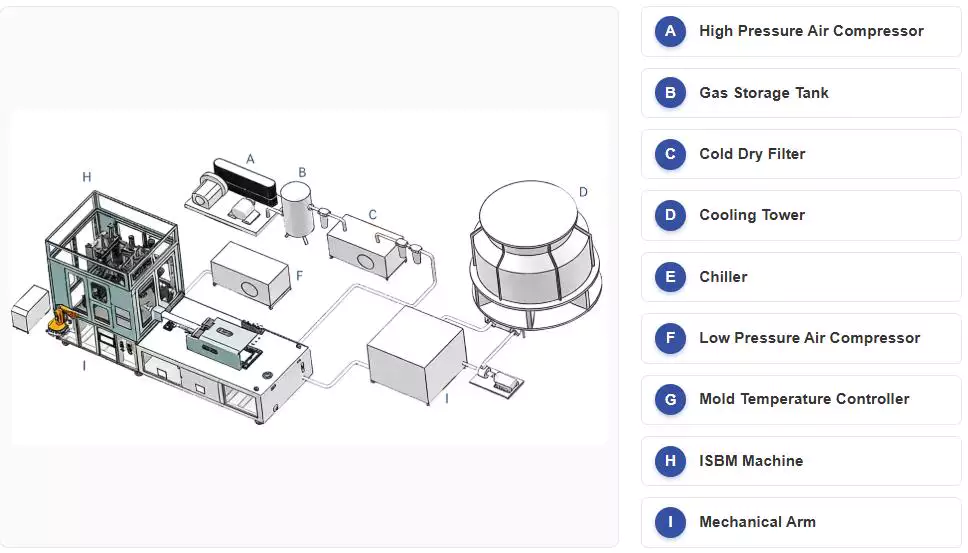
Vervollständigen Sie Ihre Produktionslinie
Eine saubere Luftzufuhr ist für das Blasformen unerlässlich. Wir fertigen auch hocheffiziente Anlagen. ölfreie Luftkompressoren Entwickelt speziell für die Verwendung mit unseren ISBM-Einheiten, um sicherzustellen, dass keine Ölverunreinigungen in Ihre sterilen Flaschen gelangen.

Bereit für die Modernisierung Ihrer Flaschenproduktion?
Schluss mit Kompromissen beim Wiedererwärmen von Vorformlingen. Mit der HGY50-V3-EV betreten Sie die Zukunft der „Resin-to-Bottle“-Fertigung. Lassen Sie uns über Ihre Flaschengeometrie und Zykluszeitziele sprechen.
Ever-power Machinery | 20 Jahre Erfahrung im Maschinenbau



























