Opis
Komponent rdzenia formy Dedykowana płyta mocująca rdzeń wyrzutowy do ASB-12M 15ml 1×6 gniazd
Eliminuje kinematyczne wiązanie wyrzutu i zapewnia absolutną stabilność rdzenia. Zaprojektowany z myślą o bezpośrednim zamienniku OEM 100%, co znacznie skraca przestoje konserwacyjne i wydłuża żywotność formy.
Bezproblemowa integracja z urządzeniami najwyższej klasy Narzędzia ISBM systemów na całym świecie.
Krótki przewodnik po podstawowych specyfikacjach produktu
Dla kierowników produkcji i inżynierów utrzymania ruchu wymagających natychmiastowej weryfikacji, poniżej znajdują się kluczowe parametry techniczne płyty mocującej rdzeń wypychający ASB-12M (nr części 83). Ten komponent został zaprojektowany specjalnie z myślą o rygorystycznych wymaganiach jednoetapowego procesu formowania wtryskowego z rozciąganiem i rozdmuchiwaniem.
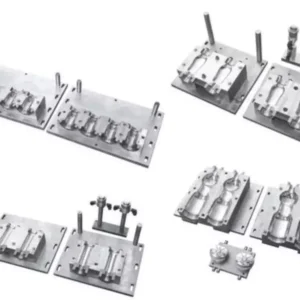
Kliknij, aby zobaczyć rysunki formy.
Głęboki opis produktu i analiza inżynieryjna
3.1 Funkcja komponentu i znaczenie kinematyczne w ASB-12M
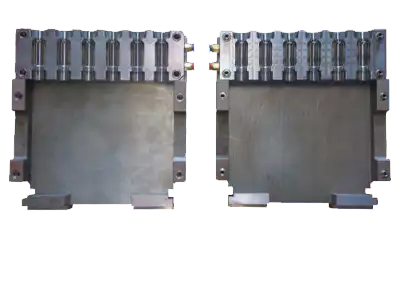
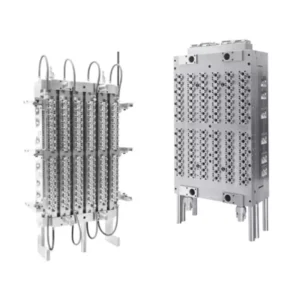
W ekosystemie formowania wtryskowego z rozciąganiem i rozdmuchiwaniem w jednym etapie stacja wyrzutowa stanowi krytyczny, ostatni etap cyklu produkcyjnego. Płyta mocująca rdzeń wyrzutnika (nr części 83) stanowi fundament sztywnego szkieletu całego zespołu wyrzutnika rdzenia. Zastosowanie układu wnęk 1×6 dla pojemnika o pojemności 15 ml z natury koncentruje znaczne naprężenia mechaniczne w kompaktowej geometrycznej obudowie (275 x 75 x 40 mm). Zadaniem tej płyty jest utrzymanie absolutnej sztywności płaskiej w obliczu cyklicznych, wysokoudarowych sił kinetycznych wywieranych przez układ hydrauliczny lub pneumatyczny wyrzutnika maszyny.
Jako fundamentowa płyta mocująca, gwarantuje precyzyjny, zsynchronizowany ruch rdzeni wyrzutowych. Bezpośrednio wpływa na stabilność wymiarową i płynne wyjmowanie gotowych butelek o pojemności 15 ml. Nawet mikroskopijne ugięcie (zgięcie) tej płyty pod obciążeniem powoduje natychmiastowe przesunięcie kątowe kołków wypychacza i prętów rdzenia. To mikroprzesunięcie powoduje wiązanie kinematyczne – stan destrukcyjny, w którym metal ociera się o metal, co prowadzi do przedwczesnego zużycia tulei wypychacza, przesunięcia rdzenia i ostatecznie do poważnego uszkodzenia głównych elementów formy.
Rozwiązywanie podstawowych problemów operacyjnych
Wymiana zużytej, wypaczonej lub niezgodnej z tolerancją oryginalnej płytki mocującej na nasz precyzyjnie zaprojektowany odpowiednik skutecznie eliminuje powszechne anomalie wyrzutu. Rozwiązuje to problem asynchronicznego wyrzutu (gdzie butelki zawisają po jednej stronie matrycy 1×6), eliminuje drgania tarcia podczas suwu wyrzutu i zmniejsza ryzyko wybielenia naprężeniowego na podstawie preformy/butelki spowodowanego lokalnym naciskiem sworznia. Przywracając absolutne wyrównanie w płaszczyźnie, chronisz integralność strukturalną swojego stosu form głównych $50 000+, zapewniając tym samym możliwość płynnego skrócenia czasu cyklu produkcji butelek PET.
3.2 Przepływy pracy w zakresie wyższości metalurgicznej i precyzyjnej obróbki
Wybór materiałów i precyzja ubytkowego procesu produkcyjnego decydują o żywotności płyty mocującej rdzenie wyrzutowe. W przeciwieństwie do elementów kosmetycznych, płyta ta jest elementem konstrukcyjnym poddanym wysokim naprężeniom, pracującym w środowisku charakteryzującym się szybkimi cyklami termicznymi i intensywnymi wstrząsami mechanicznymi.
Zastosowanie w nauce o materiałach: stal węglowa wysokiej jakości S45C
Do produkcji tego konkretnego komponentu wykorzystujemy wyłącznie najwyższej jakości, certyfikowaną stal średniowęglową S45C. Stal S45C (odpowiednik AISI 1045) charakteryzuje się zawartością węgla od 0,42% do 0,48%. Ten specyficzny profil metalurgiczny zapewnia wyjątkową równowagę między wytrzymałością na rozciąganie, wysokim modułem sprężystości (sztywnością) i doskonałą skrawalnością. Stal poddawana jest rygorystycznemu procesowi normalizacji i odpuszczania w celu usunięcia wewnętrznych naprężeń szczątkowych przed obróbką. Gwarantuje to, że blok o wymiarach 275 x 75 x 40 mm nie odkształci się ani nie odkształci pod wpływem temperatur roboczych panujących w obszarze płyty ASB-12M. Wysoka sztywność strukturalna skutecznie tłumi drgania harmoniczne generowane podczas szybkiego suwu wyrzutu, chroniąc delikatną geometrię gniazda formy o pojemności 15 ml.
Zaawansowana obróbka CNC i tolerancja geometryczna
Produkcja odbywa się na 5-osiowych centrach obróbczych CNC firmy DMG MORI, co gwarantuje, że wszystkie kluczowe elementy są wycinane w jednym ustawieniu, eliminując błędy przesunięcia punktu odniesienia. Ściśle przestrzegamy oryginalnych tolerancji producenta OEM. Wszystkie główne powierzchnie współpracujące są precyzyjnie szlifowane, aby uzyskać tolerancję płaskości i równoległości mniejszą niż 0,02 mm oraz chropowatość powierzchni Ra 0,8. Krytyczne otwory montażowe z gwintem M8 oraz otwory do wyrównywania kołków ustalających podlegają ścisłej tolerancji położenia, gwarantowanej z dokładnością do +/- 0,02 mm od położenia rzeczywistego. Ponadto wszystkie niefunkcjonalne ostre krawędzie są starannie obrabiane za pomocą faz C1,5 do C2,0, aby wyeliminować punkty naprężenia i zapewnić bezpieczny, bezproblemowy montaż przez techników utrzymania ruchu.

3.3 Kompleksowe dane techniczne i specyfikacje
Poniższa tabela przedstawia najważniejsze dane projektu przełożone na weryfikowalne parametry, które zespół inżynierów może porównać z istniejącymi narzędziami serii P2504-A068.
| Parametr inżynierski | Wartość specyfikacji | Notatki techniczne / Numer referencyjny projektu. |
|---|---|---|
| Długość całkowita (L) | 275 mm | Tolerancja +0,00 / -0,05 mm |
| Szerokość całkowita (szer.) | 75 mm | Tolerancja +0,00 / -0,05 mm |
| Grubość całkowita (H) | 40 mm | Precyzyjna powierzchnia szlifowana równolegle |
| Gatunek materiału | Stal węglowa S45C | Znormalizowane i odprężone |
| Interfejs mocujący | M8 x 1,25 (wielokrotne) | Gwint klasy 6H, wejście fazowane |
| Funkcje wyrównania | Precyzyjne otwory na kołki | Tolerancja H7 dla dokładnego blokowania położenia |
| Twardość powierzchni | HRC 15 – 20 (podstawa) | Zoptymalizowany pod kątem wytrzymałości i odporności na pękanie |
| Szacowana masa | ~ 6,45 kg | Solidna konstrukcja kęsa |
4. Pełna kompatybilność i zamienność systemów
Gwarancja bezpośredniej wymiany OEM 100%
Ta płyta mocująca wypychacz rdzenia (nr części 83) jest produkowana ściśle według oryginalnych rysunków technicznych serii P2504-A068. Gwarantujemy zgodność wymiarową, geometryczną i funkcjonalną 100% z zespołem formy wtryskowej ASB-12M. Służy jako bezpośrednia, gotowa do użycia płyta. Wymiana formy ASB komponent. Podczas instalacji nie jest wymagane żadne lokalne szlifowanie, podkładkowanie ani modyfikacje płyty roboczej maszyny.
Seria odpowiednich narzędzi
Zaprojektowany specjalnie dla formatu butelki 15 ml, działający w układzie kawitacyjnym 1×6. Specyficzna długość 275 mm pokrywa dokładny rozstaw 6-komorowego układu liniowego, zapewniając równomierny rozkład ciśnienia wyrzutu na wszystkich sześciu stacjach jednocześnie. Ma to kluczowe znaczenie dla zapobiegania ugięciu sworznia rdzenia na zewnętrznych komorach.
Powiązane komponenty systemu
Podczas wymiany płyty mocującej rdzenia wyrzutnika, nasz dział inżynieryjny zdecydowanie zaleca jednoczesną kontrolę powiązanych komponentów zespołu form. Sugerujemy ocenę integralności płyt osłonowych pręta rozciągającego, płyt ściągacza wyrzutnika oraz głównych bloków chłodzących (zwłaszcza tych, które wykorzystują materiały ORRC PLAST dla lepszego transferu ciepła). Upewnienie się, że cały podzespół wyrzutnika mieści się w dopuszczalnych granicach tolerancji, gwarantuje najbardziej stabilne środowisko produkcyjne. Dostarczamy kompletne zestawy części zamiennych ASB-12M i Narzędzia kompatybilne z Aoki do kompleksowej konserwacji maszyn.
5. Rygorystyczne protokoły zapewnienia jakości i metrologii
Dostarczanie części zamiennych do formowania rozdmuchowego do globalnych zakładów pakujących najwyższej klasy wymaga zerowej liczby defektów. Nasza matryca kontroli jakości gwarantuje, że każda płyta idealnie odzwierciedla dane CAD.
- 1. Absolutna identyfikowalność rysunku
Każda wyprodukowana płytka mocująca jest grawerowana laserowo unikalnym numerem seryjnym, który trwale łączy ją z konkretną wersją projektu (np. Plik 1-1, Część 83). Zapewnia to pełną identyfikowalność cyklu życia i upraszcza przyszłe procesy ponownego zamawiania. - 2. Certyfikowane pochodzenie materiału (certyfikaty hutnicze)
Nie pozyskujemy niezweryfikowanych stali generycznych. Blok ze stali węglowej S45C jest dostarczany z weryfikowalnym Certyfikatem Próby Walcowej, potwierdzającym skład chemiczny (limity węgla, manganu i krzemu) oraz mechaniczne właściwości plastyczne. - 3. Raporty metrologiczne CMM
Po obróbce CNC, płyta jest transportowana do laboratorium metrologicznego z kontrolowaną temperaturą. Za pomocą współrzędnościowej maszyny pomiarowej (CMM) firmy Zeiss, badamy krytyczne położenia otworów montażowych, średnice otworów na kołki ustalające oraz globalną płaskość płaszczyzny. Zatwierdzane są wyłącznie płyty mieszczące się w ścisłych granicach od +/- 0,02 mm do 0,05 mm. - 4. Gwarancja zerowego ryzyka i rękojmia
Zdecydowanie bierzemy odpowiedzialność za naszą inżynierię. Ten komponent objęty jest ścisłą gwarancją dopasowania – jeśli wymiary nie będą idealnie odpowiadać Państwa narzędziu ASB-12M 15ml 1×6, podlega on pełnemu zwrotowi. Ponadto oferujemy rozszerzoną gwarancję, obejmującą do 12 miesięcy lub 1,5 miliona cykli roboczych, na pęknięcia strukturalne lub wady produkcyjne przy standardowych parametrach pracy.
Aby dowiedzieć się więcej o naszym zaangażowaniu w doskonałość inżynieryjną, zapoznaj się z filozofia produkcji i doświadczenie naszej firmy.

6. Scenariusze zastosowań, wysokie zapotrzebowanie na rPET i konserwacja zapobiegawcza
Kiedy wymiana jest obowiązkowa?
- Kontrola wizualna ujawnia głębokie zatarcia, rysy lub zużycie cierne na powierzchniach montażowych.
- W przypadku butelek o pojemności 15 ml zaczynają występować jednostronne zmiany grubości ścianek lub rozciąganie się wlotu podstawy, co wskazuje na niecentralne wyrzucanie preform.
- Monitor obciążenia serwomechanizmu lub wyrzutu hydraulicznego maszyny wykazuje nieoczekiwane skoki, co może sugerować kinematyczne wiązanie w zespole rdzenia.
- Widoczny błysk pojawiający się wokół pierścienia szyjki preformy z powodu niewłaściwego wyrównania zamknięcia w fazie wtrysku.
Wyzwanie High rPET
Wraz z dążeniem branży do zrównoważonego rozwoju, standardem stało się stosowanie form rozdmuchowych o wysokim współczynniku rPET (recyklingowanego PET). Mieszanki rPET często charakteryzują się innym profilem skurczu i lepkości w porównaniu z żywicą pierwotną, co wymaga większych sił wypychania, aby oddzielić preformę od rdzenia. Zwiększa to obciążenie płyty mocującej rdzeń wypychający. Modernizacja poprzez zastosowanie naszej precyzyjnej, wytrzymałej płyty S45C gwarantuje, że Twoje narzędzia wytrzymają zwiększone naprężenia mechaniczne występujące podczas obróbki rPET od 50% do 100% bez odkształceń ani zacięć.
Protokół instalacji eksperckiej i konserwacji zapobiegawczej (PM)
Aby maksymalnie wydłużyć cykl życia Części nr 83, należy ściśle przestrzegać następujących parametrów instalacji:
- Przygotowanie powierzchni: Dokładnie oczyść powierzchnię styku płyty ASB-12M i płyty mocującej za pomocą bezresztkowego rozpuszczalnika przemysłowego. Nawet 0,05 mm drobinka zwęglonej żywicy lub żwiru może spowodować nierównoległe osadzenie płyty.
- Smarowanie wstępne: Nanieść mikroskopijną warstwę smaru miedzianego odpornego na ekstremalne ciśnienia (EP) lub smaru litowego odpornego na wysokie temperatury na kołki ustalające i otwory gwintowane M8, aby zapobiec zatarciu z czasem.
- Sekwencja momentu obrotowego: Luźno włóż wszystkie śruby M8. Użyj skalibrowanego klucza dynamometrycznego i dokręcaj śruby ściśle, krzyżowo-po przekątnej (gwiazdką), w trzech etapach, aż do osiągnięcia ostatecznego momentu obrotowego określonego przez producenta. Zapobiega to lokalnym koncentracjom naprężeń i gwarantuje równomierne, płaskie osadzenie.
- Rutynowe PM: Uwzględnij tę tabliczkę na liście kontrolnej dla 500 000 cykli PM. Sprawdź, czy parametry momentu obrotowego są zachowane i za pomocą czujnika zegarowego sprawdź, czy nie występuje utrata równoległości, wskazująca na ogólne problemy mechaniczne w drążkach kierowniczych maszyny.
7. Często zadawane pytania techniczne: Systemy wyrzutowe ASB-12M
Zabezpiecz swój zespół rdzeni. Zminimalizuj przestoje w produkcji.
Płyta mocująca rdzeń wyrzutnika ASB-12M (część 83) to krytyczny, podatny na zużycie element. W obliczu zacieśniania się łańcucha dostaw, utrzymywanie na miejscu zapasów precyzyjnych narzędzi zamiennych jest najskuteczniejszym zabezpieczeniem przed katastrofalnymi przestojami linii. Ograniczona ilość dostępna od ręki.
✔ Certyfikat materiałowy S45C w zestawie
✔ Globalna przyspieszona wysyłka