Description
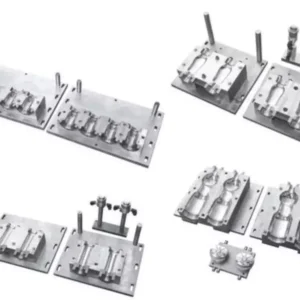
Assemblage de moule ISBM pour moulage par injection-soufflage-étirage de 150 ml
Conçu exclusivement pour les plateformes ASB/Aoki et compatibles | Production haute efficacité 1×12 cavités | Refroidissement conforme optimisé et cinématique avancée des barres d'étirage
Optimisation de la production de contenants PET de 150 ml grâce à des normes métallurgiques rigoureuses, des tolérances dimensionnelles précises et une expertise de plusieurs décennies dans le moulage par injection-soufflage. Découvrez notre gamme complète. Solutions d'outillage ISBM.
Résumé des spécifications de base du produit
Ensemble de moule ISBM tout électrique/hydraulique de 150 ml (configuration 1×12 cavités)
Parfaitement adapté à la série ASB-12M, entièrement compatible avec tous les équipements ISBM domestiques et remis à neuf conformes aux spécifications du plateau ASB-12M.
Solution clé en main complète pour le moulage, du système de canaux chauds au mécanisme d'éjection final. Accélère les cycles de développement de nouvelles bouteilles et garantit une stabilité de production extrême.
Spécifications techniques détaillées (basées sur les données des plans d'assemblage)
L'outillage ASB-12M de 150 ml n'est pas un simple assemblage de plaques d'acier usinées ; il s'agit d'un système thermodynamique et cinématique hautement synchronisé. La compréhension précise des paramètres physiques est essentielle pour les ingénieurs de procédés chargés d'intégrer cet outillage dans les environnements de production. Les spécifications techniques suivantes sont issues directement de nos plans d'ingénierie de la révision 1 (Rev.1), garantissant un ajustement précis et une performance optimale.

Paramètres d'installation physique
- Dimensions globales du moule
Longueur 550,0 mm x Largeur 420,0 mm. Cet encombrement très compact est rigoureusement conçu pour garantir un dégagement parfait entre les barres de liaison de la machine de moulage par injection-soufflage ASB-12M, éliminant ainsi le risque de collision lors des séquences de fermeture du moule. - Dimensions de positionnement de base
Les entraxes critiques des trous de fixation sont fixés précisément à 383,0 mm et 270,0 mm. Ces dimensions garantissent un alignement absolu avec les rainures en T et les bagues de positionnement du plateau de la machine, assurant ainsi un positionnement sans déviation et protégeant les buses d'injection des contraintes de cisaillement. - Hauteur et course de fermeture du moule
La hauteur totale d'assemblage correspond à l'empilement précis de plaques individuelles (intégrant les composants de base de 80,0 mm, 50,0 mm et 30,0 mm ainsi que les jeux de course de 100,0 mm et 171,0 mm). La hauteur de fermeture combinée reste strictement dans les limites de fonctionnement standard de la plateforme ASB-12M, ne nécessitant aucune modification ultérieure des paramètres de course de serrage hydraulique ou servo de la machine. - Poids estimé de l'assemblage
Environ 150 à 180 kg (selon la configuration finale du collecteur à canaux chauds). Cette répartition optimale du poids permet un levage standard sur pont roulant et des changements de moules très efficaces et sûrs, réalisables dans un délai de maintenance standard de deux heures.
Points saillants en matière d'ingénierie structurelle et fonctionnelle
L'avantage de la révision 1 (Rév.1)
Notre équipe d'ingénierie ne se repose pas sur des conceptions obsolètes. La mise à jour Rev.1 intègre les retours d'expérience essentiels issus de millions de cycles de production réels. Nous avons corrigé les variations microscopiques de dilatation thermique qui provoquaient auparavant des décalages du noyau. En optimisant les tolérances cumulées sur toutes les surfaces d'assemblage critiques, nous avons quasiment éliminé le besoin d'ajustements secondaires importants et réduit les phases d'essais préliminaires de moule jusqu'à 60%.
Infrastructure de refroidissement thermodynamique avancée
Le refroidissement détermine la durée du cycle. Pour une préforme de 150 ml, la chaleur doit être rapidement évacuée de la zone de transition du col épais afin d'éviter la formation d'acétaldéhyde et la cristallinité. Nous avons mis en œuvre une géométrie de canal d'eau de refroidissement conforme qui épouse parfaitement le contour des cavités d'injection et des noyaux. Les ports d'interface d'eau sont stratégiquement positionnés à des endroits ergonomiques et facilement accessibles (en référence aux points d'élévation de 171,0 mm sur le schéma) pour faciliter le raccordement rapide des raccords pneumatiques. Ce protocole de transfert thermique performant est conçu pour réduire considérablement votre temps de cycle global.
Cinématique de précision de l'étirement et de l'éjection
Le système de guidage de la tige d'étirage de cet ensemble a été entièrement recalibré. La concentricité absolue est maintenue pendant la phase d'étirage axial, garantissant une épaisseur de paroi parfaitement uniforme à la base du flacon de 150 ml et éliminant ainsi le redoutable blanchiment dû aux contraintes. De plus, le mécanisme d'éjection est conçu pour répartir uniformément la force de démoulage sur la bague du col, empêchant ainsi toute déformation des préformes à parois minces lors du démoulage à grande vitesse.

Matrice de compatibilité étendue des plateformes machines
Bien que ce moule soit désigné comme un Moule de remplacement ASBNotre philosophie d'ingénierie exige une polyvalence maximale. Nous savons que les ateliers de production modernes utilisent des parcs de machines mixtes. Le tableau ci-dessous détaille les nombreuses possibilités d'intégration de cet ensemble d'outillage de 150 ml.
| Marque de la machine / Modèle cible | État de compatibilité | Notes et exigences techniques |
|---|---|---|
| ASB-12M (Équipement japonais d'origine) | ✅ 100% Installation directe Plug-and-Play | Conforme à toutes les normes d'usine d'origine. Se monte directement sur les plateaux sans nécessiter d'usinage secondaire ni de modifications matérielles. |
| Clones d'architecture ASB-12M domestiques | ✅ 100% Installation directe Plug-and-Play | Largement validé sur les principales plateformes chinoises et asiatiques utilisant le format de plateau standard de 550 x 420 mm. |
| Autres marques ISBM (Aoki, Husky, Sidel) | ⚠️ Nécessite une vérification de l'interface | Si la machine hôte possède un plateau et un dégagement intérieur de la barre d'accouplement supérieurs à 550 mm, notre équipe d'ingénieurs peut fournir des plaques d'adaptation de transition de haute précision pour utiliser cet outillage. Consultez notre Outils compatibles Aoki section pour plus de détails. |
| Équipement remis à neuf et d'occasion | ✅ Mise à niveau fortement recommandée | Solution idéale pour moderniser les machines anciennes. Remplace les moules usés et inefficaces et améliore instantanément la productivité et la qualité des bouteilles, les ramenant aux normes actuelles. |
Protocole d'ingénierie : Avant toute commande, veuillez nous communiquer les dimensions utiles du plateau de votre machine ainsi que les mesures du dégagement intérieur de la barre d'accouplement. Nos ingénieurs d'application spécialisés réaliseront gratuitement une analyse de compatibilité complète afin de garantir une intégration parfaite.

Scénarios d'application et avantages du flacon de 150 ml
Le format de 150 ml est un format stratégique dans l'industrie de l'emballage, offrant un équilibre parfait entre portabilité et capacité. Ce moule à 12 cavités est spécialement conçu pour optimiser la rentabilité de cette catégorie de contenants.
Applications du marché cible
Cet outillage est le choix de prédilection pour la fabrication de contenants PET de haute qualité destinés au secteur des cosmétiques haut de gamme (lotions, toniques), à l'industrie pharmaceutique (sirops, compléments alimentaires) et au marché des boissons et de l'hôtellerie haut de gamme (liquides de luxe, boissons énergisantes concentrées).
Clarté optique inégalée
L'esthétique est primordiale. Grâce à l'optimisation poussée des phases d'injection et de conditionnement permise par ce moule, la résine PET reste amorphe tout au long du processus initial, évitant ainsi la formation de cristaux sphérolitiques. Le résultat : un flacon de 150 ml d'une transparence cristalline, essentielle pour un positionnement haut de gamme.
Potentiel d'allègement extrême
Le coût des matières premières détermine la rentabilité à long terme. Grâce à l'usinage de notre noyau avec une concentricité extrêmement précise (+/- 0,005 mm d'écart), l'épaisseur de paroi de la préforme est parfaitement maîtrisée. Cette précision permet aux ingénieurs de procédés de repousser les limites de l'allègement, réduisant considérablement le poids de la bouteille de 150 ml sans compromettre sa résistance à la charge supérieure ni sa résistance aux chutes.
Capacité de changement rapide
Dans les environnements de production dynamiques, les temps d'arrêt représentent un manque à gagner. L'encombrement standardisé, les raccordements utilitaires ergonomiques et les points de levage unifiés de cet ensemble de moule permettent à une équipe technique hautement qualifiée d'effectuer un changement de moule complet et de reprendre la production dans un délai strict de deux heures.

Normes d'assurance qualité en matière de fabrication et de livraison
Nous ne faisons aucun compromis sur la métallurgie ni la métrologie. Notre engagement à utiliser les meilleurs aciers à outils au monde et les protocoles d'inspection les plus rigoureux garantit que cet ensemble de moule résistera aux conditions extrêmes d'une production à grande vitesse 24 h/24 et 7 j/7. Apprenez-en davantage sur nos normes exigeantes sur notre site web. page sur les capacités de l'entreprise.

Fondations métallurgiques de qualité supérieure
- Noyaux et cavités d'injection : Nous utilisons exclusivement de l'acier inoxydable importé ASSAB S136 ou 420SS de qualité supérieure. Ces aciers subissent un traitement de trempe sous vide pour atteindre une dureté élevée de 52 à 54 HRC. Ce profil métallurgique spécifique offre une résistance exceptionnelle à la corrosion due au dégazage du PVC et du PET, permettant un polissage optique miroir SPI A1 qui garantit des surfaces de préformes impeccables. La durée de vie prévue dépasse 5 millions de cycles.
- Plaques de base et collecteurs structurels : Les composants structurels robustes sont usinés à partir d'acier au carbone S45C de qualité supérieure ou d'acier à outils pré-trempé P20. Ces plaques sont soumises à un processus rigoureux de trempe et de revenu afin d'éliminer les contraintes internes, garantissant ainsi une stabilité dimensionnelle absolue et empêchant toute déformation du plateau sous des forces de serrage extrêmes.
- Anneaux de cou et fentes de fil : Fabriqués avec des alliages spéciaux résistants à l'usure et traités avec des procédés de nitruration avancés pour éviter le grippage et garantir que les filetages de la bouteille de 150 ml restent nets et parfaitement dimensionnés tout au long du cycle de vie du moule.
Usinage et métrologie de précision
- Usinage CNC submicronique : Toutes les dimensions critiques détaillées dans les plans de la révision 1 (Rev.1) sont usinées à l'aide de centres CNC 5 axes de pointe, maintenant des tolérances strictes de +/- 0,02 mm sur toutes les surfaces d'accouplement.
- Documentation complète : À la livraison, les clients reçoivent une suite complète de fichiers CAO 2D et 3D, ainsi que des rapports d'inspection exhaustifs par machine à mesurer tridimensionnelle (MMT) vérifiant que chaque cavité, noyau et plaque structurelle est parfaitement alignée sur les spécifications d'ingénierie.
- Tests rigoureux d'acceptation en usine (FAT) : Nous éliminons toute incertitude. Avant la mise en caisse et l'expédition internationale, le moule peut être soumis à des essais en conditions réelles dans notre laboratoire d'essais dédié. Nous fournissons une documentation vidéo haute définition complète de l'essai, des données empiriques sur le temps de cycle et des échantillons physiques de flacons de 150 ml pour votre validation finale du contrôle qualité.
Services à valeur ajoutée et soutien complet
L’acquisition d’un moule chez nous marque le début d’un partenariat technique. Nous mettons à votre disposition un écosystème de soutien conçu pour garantir la continuité de votre production.
Nos ingénieurs spécialisés en polymères proposent des analyses de conception gratuites pour votre concept de flacon de 150 ml. Nous analysons la répartition de l'épaisseur des parois, réalisons une analyse par éléments finis (AEF) pour évaluer la résistance à la charge supérieure et vous conseillons sur le choix optimal de la finition du col (par exemple, PCO 1881, ROPP 28 mm) afin de garantir la faisabilité de la fabrication.
Nous avons une confiance absolue en notre métallurgie et notre ingénierie. Cet ensemble de moule bénéficie d'une garantie complète de 18 mois à compter de sa mise en service ou de 10 millions de cycles de fonctionnement, selon la première échéance atteinte. Nous garantissons l'absence totale de défaillances structurelles majeures.
Les temps d'arrêt sont éliminés. Nous maintenons un inventaire numérique synchronisé de votre moule Rev.1 spécifique. Tous les composants consommables et à forte usure — y compris les noyaux d'injection, les inserts de cavité, les tiges d'étirage, les bagues de col et les joints toriques haute température spéciaux — peuvent être fabriqués rapidement et expédiés dans le monde entier pour garantir une production continue.
L'architecture Rev.1 constitue une base solide. Sur demande, notre équipe de conception peut apporter rapidement des modifications aux modèles 3D, en intégrant des profils de filetage de col exclusifs, un gaufrage personnalisé ou des gravures de logo 3D complexes sur la base ou le corps de la bouteille de 150 ml afin de correspondre à votre identité de marque.

Foire aux questions (FAQ)
Cet assemblage de moule est-il une toute nouvelle construction ou est-il basé sur des plans anciens et obsolètes ?
Il s'agit d'un moule entièrement nouveau, usiné avec précision selon notre plan d'ingénierie de révision 1 (Rev.1) le plus récent. Cette mise à jour a permis de résoudre les problèmes rencontrés dans les versions précédentes. Par exemple, nous avons optimisé de manière significative la géométrie du système de refroidissement interne par eau afin de prévenir la cavitation localisée et d'éliminer le risque de blocage du moule dû à une dilatation thermique irrégulière lors des cycles de production continus à haute vitesse.
Mon site de production n'utilise pas de machines de marque ASB. Puis-je tout de même intégrer cet outillage ?
Absolument. Bien qu'optimisé pour l'ASB-12M, l'universalité est un principe fondamental de sa conception. Si votre machine hôte dispose d'un plateau utile de dimensions supérieures à 550 mm x 420 mm et d'un dégagement suffisant pour les tirants, notre bureau d'études peut concevoir et fabriquer des plaques d'adaptation sur mesure. Ainsi, le moule s'adaptera parfaitement à votre équipement, quel que soit le fabricant d'origine.
Quel est le délai de livraison standard pour ce moule complet à 1×12 cavités ?
Pour une configuration standard de 150 ml sans gravures personnalisées complexes, notre délai de livraison habituel est de 4 à 6 semaines. Ce délai court inclut l'usinage CNC, le traitement thermique, le polissage, l'assemblage, ainsi que nos processus internes rigoureux d'essais de moules et de tests d'acceptation en usine (FAT). En cas de goulot d'étranglement critique dans votre production, des délais de fabrication accélérés peuvent être négociés avec notre équipe de gestion de projet.
Le kit d'assemblage comprend-il le système de collecteur à canaux chauds ?
Le système à canaux chauds est hautement configurable. Nous proposons une solution clé en main complète intégrant des collecteurs de canaux chauds haut de gamme de marques mondialement reconnues telles que Yudo ou Mastip, calibrés spécifiquement pour la rhéologie du PET afin d'éviter la formation de filaments au niveau des points d'injection. Si votre usine préfère utiliser son infrastructure de canaux chauds existante, nous pouvons également fournir uniquement le moule à canaux froids, usiné pour s'intégrer parfaitement à votre collecteur actuel.
Prêt à augmenter votre capacité de production de 150 ml ?
Ne laissez pas des outils obsolètes et inefficaces limiter votre potentiel de marché. Optez pour l'assemblage de précision Rev.1. Les créneaux de production pour les moules ISBM à haute cavitation sont très demandés et se remplissent rapidement. Sécurisez votre calendrier de fabrication dès aujourd'hui.
Besoin d'une démonstration physique ? Soumettez votre demande via notre portail de contact pour programmer une visite vidéo en direct de l'usine ou pour demander des échantillons physiques de flacons de 150 ml produits à partir de cette architecture de moule exacte.