Beskrivning
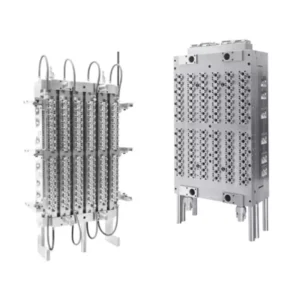
Formkärnkomponent Dedikerad utstötningskärnfästplatta för ASB-12M 15ml 1×6-hålighet
Eliminera kinematisk bindning vid utstötning och säkerställ absolut kärnstabilitet. Konstruerad för 100% Drop-In OEM-utbyte, vilket avsevärt minskar underhållsstopp och förlänger formens livslängd.
Sömlös integration med toppnivå ISBM-verktyg system globalt.
Produktens kärnspecifikationer Snabbreferens
För produktionschefer och underhållsingenjörer som behöver omedelbar verifiering, nedan följer de kritiska tekniska parametrarna för ASB-12M Eject Core Fixing Plate (artikelnummer 83). Denna komponent är specifikt utformad för de höga kraven i 1-stegs formsprutnings- och sträckblåsningsprocessen.
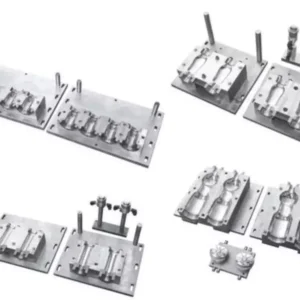
Klicka för att se ritningarna på formarna.
Djupgående produktbeskrivning och teknisk analys
3.1 Komponentfunktion och kinematisk betydelse inom ASB-12M
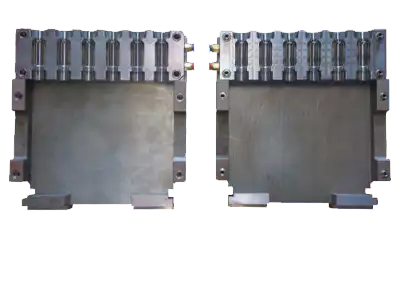
I ekosystemet för enstegs formsprutning och sträckblåsning representerar utstötningsstationen det kritiska sista steget i produktionscykeln. Fästplatta för utstötningskärna (artikelnr 83) fungerar som den grundläggande, styva stommen för hela kärnutkastningsenheten. Att använda en 1×6-kavitetslayout för en 15 ml-behållare koncentrerar i sig betydande mekanisk spänning till ett kompakt geometriskt fotavtryck (275x75x40 mm). Denna platta har till uppgift att bibehålla absolut planstyvhet mot de cykliska, högpresterande kinetiska krafter som utövas av maskinens utkastningshydraulik eller pneumatik.
Som grundläggande fixeringsplatta garanterar den en exakt, synkroniserad rörelse hos utstötningskärnorna. Den avgör direkt dimensionsstabiliteten och den smidiga urformningen av de färdiga 15 ml-flaskorna. Om denna platta upplever även mikroskopisk nedböjning (böjning) under belastning, överförs den resulterande vinkelförskjutningen omedelbart till utstötningsstiften och kärnstängerna. Denna mikrofeljustering orsakar kinematisk bindning – ett destruktivt tillstånd där metall gallrar mot metall, vilket leder till för tidigt slitage av utstötningshylsorna, kärnförskjutning och i slutändan allvarliga skador på de primära formkomponenterna.
Lösa de primära operativa smärtpunkterna
Genom att byta ut en utmattad, skev eller ojämn originalfästplatta mot vår precisionskonstruerade motsvarighet elimineras effektivt vanliga utstötningsavvikelser. Den löser asynkron utstötning (där flaskor hänger upp sig på ena sidan av 1×6-matrisen), eliminerar friktionsskakningar under utstötningsslaget och minskar risken för spänningsvitning på preformen/flaskans bas orsakad av lokaliserat stifttryck. Genom att återställa absolut planjustering skyddar du den strukturella integriteten hos din primära $50,000+-formstack, vilket säkerställer din förmåga att sömlöst minska cykeltiden för PET-flaskor.
3.2 Metallurgisk överlägsenhet och precisionsbearbetningsarbetsflöden
Materialvalet och noggrannheten i de subtraktiva tillverkningsprocesserna avgör livslängden för Eject Core-fästplattan. Till skillnad från kosmetiska komponenter är denna platta en mycket belastad strukturdel som arbetar i en miljö som kännetecknas av snabba termiska cykler och intensiva mekaniska stötar.
Materialvetenskaplig tillämpning: Högkvalitativt S45C kolstål
Vi använder strikt premium, certifierat S45C-medelkolstål för denna specifika komponent. S45C (motsvarande AISI 1045) är konstruerat med ett kolinnehåll som sträcker sig från 0,42% till 0,48%. Denna specifika metallurgiska profil ger en exceptionell balans mellan draghållfasthet, hög elasticitetsmodul (styvhet) och utmärkt bearbetbarhet. Stålet genomgår en rigorös normaliserings- och anlöpningsvärmebehandlingsprocess för att avlasta interna kvarvarande spänningar före bearbetning. Detta säkerställer att blocket på 275x75x40 mm inte kommer att skeva eller deformeras när det utsätts för driftstemperaturerna i ASB-12M-plattans område. Dess höga strukturella styvhet dämpar effektivt harmoniska vibrationer som genereras under det snabba utstötningsslaget och skyddar känsliga 15 ml-kavitetsgeometrier.
Avancerad CNC-bearbetning och geometrisk toleranshantering
Tillverkningen utförs på 5-axliga DMG MORI CNC-bearbetningscentra för att säkerställa att alla kritiska funktioner skärs i en enda uppställning, vilket eliminerar fel vid nollpunktsförskjutning. Vi följer strikt de ursprungliga OEM-ritningstoleranserna. Alla primära kontaktytor genomgår precisionsslipning för att uppnå en planhets- och parallellitetstolerans på mindre än 0,02 mm och en ytjämnhet på Ra 0,8. De kritiska M8-gängade monteringshålen och styrstiftens inriktningshål utsätts för styva positionstoleranser, garanterade att ligga inom +/- 0,02 mm av den faktiska positionen. Dessutom bearbetas alla icke-funktionella vassa kanter noggrant med C1,5 till C2,0-fasningar för att eliminera spänningshöjningar och säkerställa säker och stickfri installation av dina underhållstekniker.

3.3 Omfattande tekniska data och specifikationer
Följande tabell översätter kritiska ritningsdata till verifierbara parametrar som ditt teknikteam kan jämföra med era befintliga verktyg i P2504-A068-serien.
| Teknisk parameter | Specifikationsvärde | Tekniska anmärkningar / Ritningsreferens. |
|---|---|---|
| Total längd (L) | 275 mm | Tolerans +0,00 / -0,05 mm |
| Total bredd (B) | 75 mm | Tolerans +0,00 / -0,05 mm |
| Total tjocklek (H) | 40 mm | Precisionsyta parallellslipad |
| Materialkvalitet | S45C kolstål | Normaliserad och stresslindrande |
| Fästgränssnitt | M8 x 1,25 (flera) | Gängklass 6H, avfasad ingång |
| Justeringsfunktioner | Precisionsdyvelborrningar | H7-tolerans för exakt positionslåsning |
| Ythårdhet | HRC 15–20 (bas) | Optimerad för seghet och sprickskydd |
| Uppskattad massa | ~ 6,45 kg | Solid billetkonstruktion |
4. Absolut kompatibilitet och systemutbytbarhet
100% Direkt OEM-ersättningsgaranti
Denna fästplatta för utstötningskärna (artikelnummer 83) är tillverkad i strikt enlighet med de ursprungliga tekniska ritningarna i P2504-A068-serien. Vi garanterar 100%:s dimensionella, geometriska och funktionella kompatibilitet med ASB-12M formsprutningsaggregatet. Den fungerar som en direkt plug-and-play-anslutning. ASB-mögelbyte Absolut inga lokala slipningar, shimsningar eller modifieringar av maskinplattan krävs under installationen.
Tillämpliga verktygsserier
Explicit konstruerad för 15 ml-flaskformatet som arbetar inom en 1×6-kavitationslayout. Den specifika längden på 275 mm spänner över den exakta stigningen på den linjära matrisen med 6 kavitationer, vilket säkerställer en jämn utmatningstryckfördelning över alla sex stationer samtidigt. Detta är avgörande för att förhindra kärnstiftsnedböjning på de yttre kavitationerna.
Associerade systemkomponenter
När man byter ut utstötningskärnans fästplatta rekommenderar vår tekniska avdelning starkt att man samtidigt inspekterar relaterade formkomponenter. Vi föreslår att man utvärderar integriteten hos sträckstångens täckplattor, utstötningsavstrykningsplattorna och de primära kylblocken (särskilt de som använder ORRC PLAST-material för förbättrad värmeöverföring). Att säkerställa att hela utstötningsenheten ligger inom toleranserna garanterar den mest stabila produktionsmiljön. Vi tillhandahåller kompletta uppsättningar av ASB-12M reservdelar och Aoki-kompatibla verktyg för helhetsmässigt maskinunderhåll.
5. Rigorösa kvalitetssäkrings- och mätprotokoll
Att leverera reservdelar till formblåsning till globala topprankade förpackningsanläggningar kräver noll defekter. Vår kvalitetskontrollmatris säkerställer att varje platta är en perfekt återgivning av CAD-data.
- 1. Absolut ritningsspårbarhet
Varje tillverkad fästplatta laseretsas med ett unikt serienummer som permanent kopplar den till den specifika ritningsrevisionen (t.ex. fil 1-1, del 83). Detta säkerställer fullständig spårbarhet under hela livscykeln och förenklar framtida beställningsprocesser. - 2. Certifierad materialproveniens (fabrikscertifikat)
Vi använder inte overifierade generiska stål. S45C-kolstålsblocket levereras med ett verifierbart validerbart validerar den kemiska sammansättningen (kol, mangan, kiselgränser) och mekaniska flytegenskaper. - 3. CMM-mätningsrapporter
Efter CNC-bearbetning överförs plattan till ett klimatkontrollerat mätlaboratorium. Med hjälp av en Zeiss koordinatmätmaskin (CMM) mäter vi de kritiska monteringshålens verkliga positioner, styrstiftens håldiametrar och den globala planheten. Endast plattor som ligger inom de strikta tröskelvärdena +/- 0,02 mm till 0,05 mm är godkända. - 4. Nollriskgaranti och garanti
Vi står definitivt bakom vår ingenjörskonst. Denna komponent har en strikt passformsgaranti – om måtten inte överensstämmer felfritt med ditt ASB-12M 15ml 1×6-verktyg är den helt återbetalningsbar. Dessutom erbjuder vi en utökad garanti som täcker upp till 12 månader eller 1,5 miljoner driftscykler mot strukturella sprickor eller tillverkningsfel enligt standard driftsparametrar.
För att förstå mer om vårt engagemang för ingenjörskonst, granska vårt företags tillverkningsfilosofi och expertis.

6. Tillämpningsscenarier, höga rPET-krav och förebyggande underhåll
När är ersättning obligatorisk?
- Visuell inspektion avslöjar djupt slitage på monteringsytorna, såsom gallring, repor eller nötning.
- 15 ml-flaskorna börjar uppvisa ensidiga variationer i väggtjocklek eller utsträckning av basgrinden, vilket indikerar excentrisk utstötning av preformen.
- Maskinens servo- eller hydrauliska utstötningsbelastningsövervakning visar oväntade toppar, vilket tyder på kinematisk bindning i kärnaggregatet.
- Synlig glöd uppstår runt preformens halsringområde på grund av otillräcklig stängningsjustering under injektionsfasen.
Utmaningen med hög rPET
I takt med att branschen rör sig mot hållbarhet har användningen av blåsformar med höga rPET-förhållanden (återvunnen PET) blivit standard. rPET-blandningar uppvisar ofta andra krympnings- och klibbighetsprofiler jämfört med nyharts, vilket kräver högre utstötningskrafter för att skala av preformen från kärnan. Detta intensifierar belastningen på utstötningskärnans fästplatta. Uppgradering till vår exakta, obevekliga S45C-platta säkerställer att dina verktyg kan motstå de ökade mekaniska påfrestningarna vid användning av 50% till 100% rPET utan att böjas eller fastna.
Expertinstallation och förebyggande underhållsprotokoll (PM)
För att maximera livscykeln för del nr 83, följ noggrant följande installationsparametrar:
- Ytbehandling: Rengör ASB-12M-plattans gränssnitt och fästplattans anslutningsytor noggrant med ett restfritt industriellt lösningsmedel. Även en liten fläck av karboniserat harts eller grus på 0,05 mm kan göra att plattan sitter fel.
- Försmörjning: Applicera ett mikroskopiskt lager av extremt tryck (EP) kopparbaserad antikärvningsmedel eller högtemperaturlitiumfett på styrpinnarna och M8-gängade hål för att förhindra att de skär sig med tiden.
- Momentsekvens: Sätt i alla M8-fästelement löst. Använd en kalibrerad momentnyckel och dra åt bultarna i ett strikt stjärnmönster i tre steg för att nå det slutliga fabriksspecificerade momentet. Detta förhindrar lokala spänningskoncentrationer och garanterar jämn planmontering.
- Rutinmässig PM: Inkludera denna skylt i din checklista för 500 000-cyklers PM. Kontrollera att åtdragningsmomentspecifikationerna förblir strikta och använd en mätklocka för att kontrollera om det finns någon förlust av parallellitet som tyder på övergripande mekaniska problem i maskinens dragstänger.
7. Tekniska frågor och svar: ASB-12M utkastningssystem
Säkra din kärnmontering. Minimera produktionsstopp.
ASB-12M-fästplattan för utstötningskärna (del 83) är en kritisk komponent med högt slitage. I takt med att begränsningarna i leveranskedjan skärps är det mest effektiva skyddet mot katastrofala linjestopp att ha ett lager av precisionsverktyg på plats. Begränsat lager finns tillgängligt omgående.
✔ S45C-materialcertifiering ingår
✔ Global expressleverans